Гибка алюминиевого профиля для остекления
На нашем трехвалковом профилегибочном станке мы производим гибку оконных, дверных и стоечно-ригельных систем алюминиевых профилей. Радиус гибки оконных, дверных и стоечно-ригельных алюминиевых систем профилей может быть как постоянный, так и переменный. Данные системы профилей применяются в том числе и для производства алюминиевых окон и витражей, дверей и входных групп из алюминиевых профилей, а также при остеклении зданий и сооружений стоечно-ригельной системы алюминиевых профилей.
Фирмы производители данных алюминиевых профильных систем компании: АЛЮТЕХ, ТАТПРОФ, SCHUCO, REYNAERS, СИАЛ, АГРИСОВГАЗ, РЕАЛИТ, NEWTEC.
Сборочный разрез конструкций с гнутыми алюминиевыми профилями для установки и остекления АРОЧНЫХ проемов:
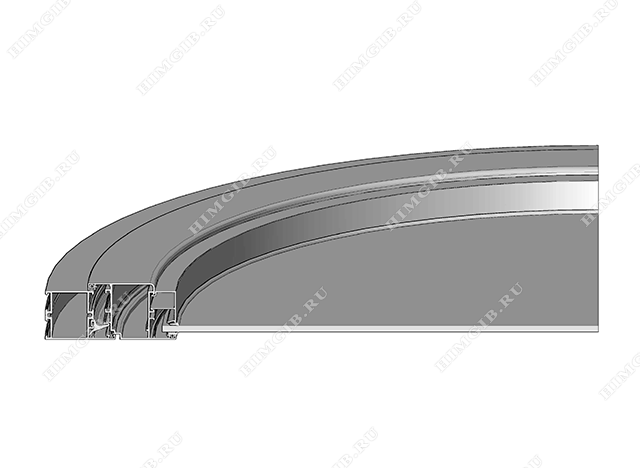
Рис 1.1 Оконная конструкция с профилями без терморазрыва (холодная серия) под арочное стекло или стеклопакет

Рис 1.2 Оконная конструкция с профилями с терморазрывом (теплая серия) под арочный стеклопакет

Рис 2.1 Дверная конструкция с профилями без терморазрыва (холодная серия) под арочное стекло или стеклопакет

Рис 2.2 Дверная конструкция с профилями с терморазрыва (теплая серия) под арочный стеклопакет

Рис. 3.1 Конструкция с гнутым ригелем под арочный стеклопакет

Рис. 3.2 Конструкция с гнутой стойкой под арочный стеклопакет
Сборочный разрез конструкций с гнутыми алюминиевыми профилями для установки и остекления проемов с МАЛИРОВАННЫМ (вогнутым или выпуклым) стеклом или стеклопакетом:

Рис. 4.1 Оконные конструкции профилями без терморазрыва (холодная серия)

Рис. 4.2 Оконная конструкция с профилями с терморазрывом (теплая серия)

Рис. 5 Конструкция с гнутым ригелем под малированный (гнутый) стеклопакет

Рис. 6 Конструкция с гнутой стойкой под малированный (гнутый) стеклопакет
Варианты гибки оконных, дверных и стоечно-ригельных систем алюминиевых профилей:
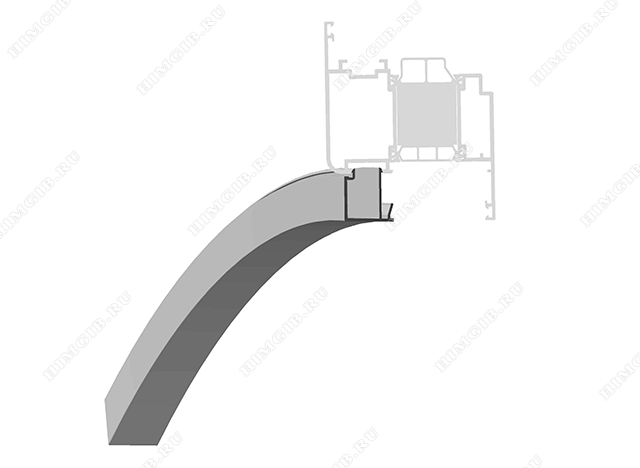
Рис. 7 Гибка штапика по радиусу

Рис. 8 Гибка оконной рамыбез термовставки по радиусу под арочную конструкцию

Рис. 9 Гибка оконной рамы без термовставки под конструкцию с малированным стеклом
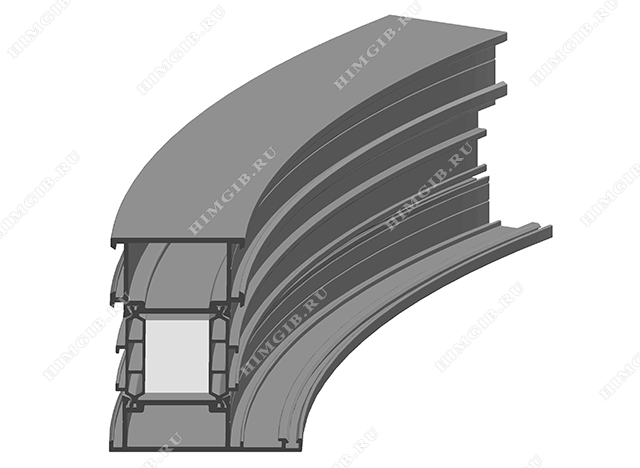
Рис. 10 Гибка оконной рамы с термовставкой по радиусу под арочную конструкцию

Рис. 11 Гибка оконной рамы с термовставкой по радиусу под конструкцию с малированным стеклом

Рис. 12 Гибка оконного импоста без термовставки по радиусу под арочную конструкцию

Рис. 13 Гибка оконного импоста с термовставкой по радиусу под арочную конструкцию

Рис. 14 Гибка оконной створки без термовставки по радиусу под арочную конструкцию

Рис. 15 Гибка оконного импоста с термовставкой по радиусу под конструкцию с малированным стеклом

Рис. 16 Гибка оконного импоста без термовставки под конструкцию с малированным стеклом
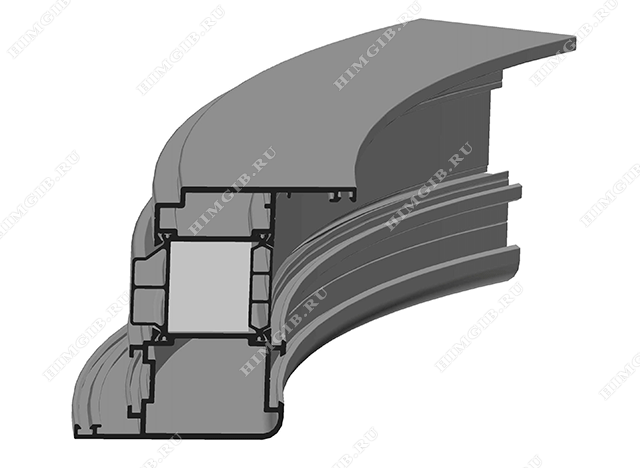
Рис. 17 Гибка оконной створки с термовставкой по радиусу под арочную конструкцию
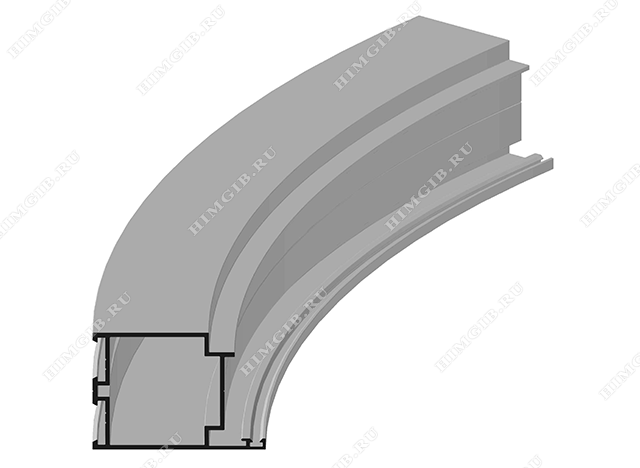
Рис. 18 Гибка дверной рамы без термовставки по радиусу под арочную конструкцию

Рис. 19 Гибка дверной рамы с термовставкой по радиусу под арочную конструкцию

Рис. 20 Гибка дверной створки без термовставки по радиусу под арочную конструкцию

Рис. 21 Гибка дверной створки с термовставкой по радиусу под арочную конструкцию

Рис. 22 Гибка стойки по радиусу под арочную конструкцию

Рис. 23 Гибка стойки по радиусу под конструкцию с малированным стеклом

Рис. 24 Гибка ригеля по радиусу под арочную конструкцию

Рис. 25.1 Гибка ригеля по радиусу под конструкцию с малированным стеклом
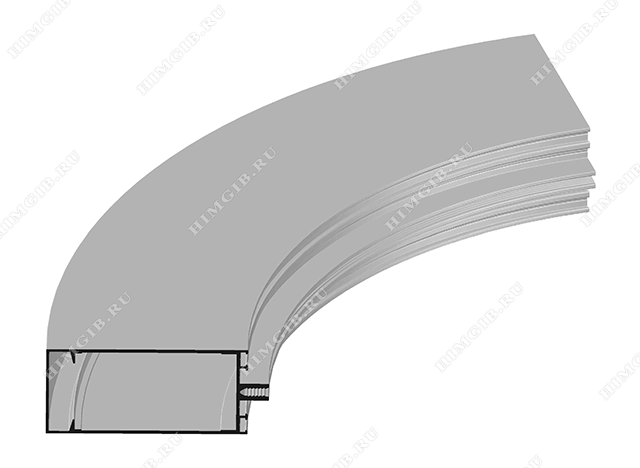
Рис. 25.2 Гибка ригеля по радиусу под конструкцию с малированным стеклом

Рис. 26 Гибка прижимной планки по радиусу под арочную конструкцию

Рис. 27.1 Гибка прижимной планки под конструкцию с малированным стеклом

Рис. 27.2 Гибка прижимной планки под конструкцию с малированным стеклом
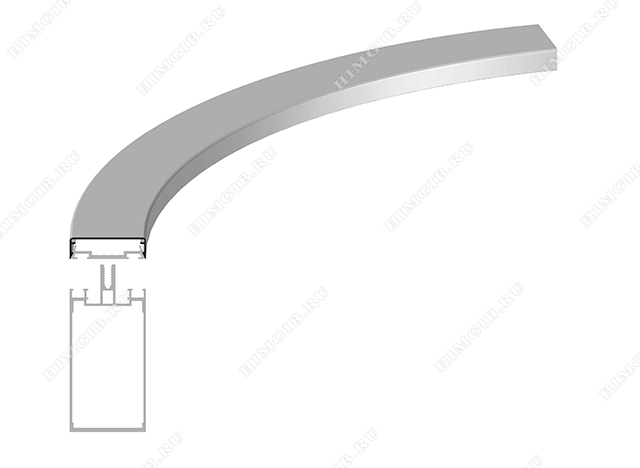
Рис. 28 Гибка декоративной крышки по радиусу под арочную конструкцию

Рис. 29.1 Гибка декоративной крышки по радиусу под конструкцию с малированным стеклом
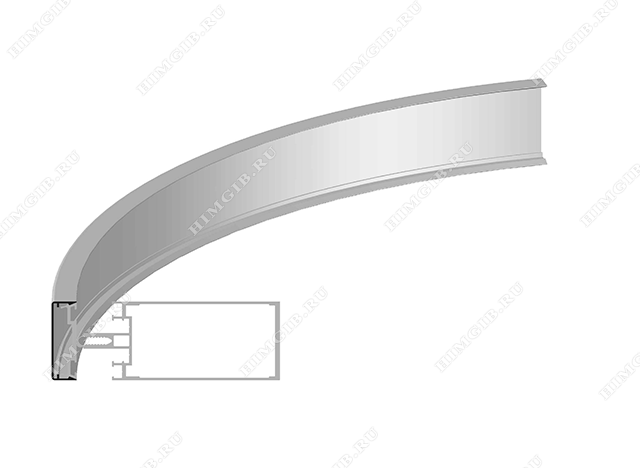
Рис. 29.2 Гибка декоративной крышки по радиусу под конструкцию с малированным стеклом
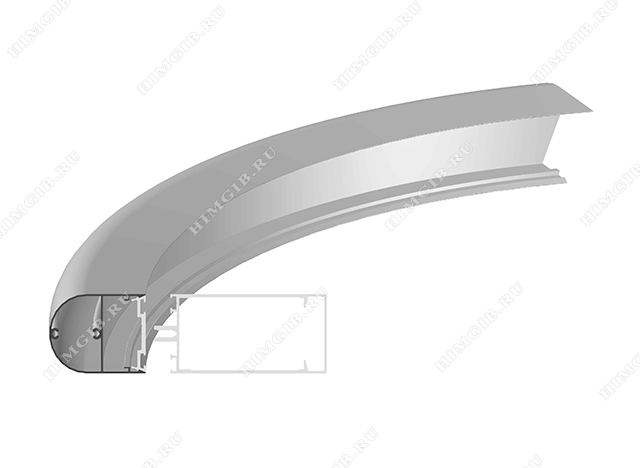
Рис. 29.3 Гибка декоративной крышки по радиусу под конструкцию с малированным стеклом
Параметры технологических возможностей нашего оборудования:
Гибка на трехвалковом профилегибочном станке — позволяет нам гнуть оконные, дверные и стоечно-ригельные систем алюминиевых профилей по радиусу холодной (без термовставки) и теплой (с термовставкой) серии.


















В техническом разделе указан перечень оснастки и минимальные радиуса для некоторых наиболее часто запрашиваемых на гибку профилей.
© ООО «СтройПласт», 2004–2021. Все права защищены.
Копирование материалов разрешается только с письменного согласия ООО «СтройПласт» и указанием ссылки на сайт.
Как правильно загнуть аллюминиевые пластины.
Нужен совет коллективного разума. Дано: 5 пластин из аллюминиевой шины. Необходимо их загнуть. Как загнуть показано на картинке. Тиски и молоток не предлагать.
Метки: аллюминий, багажник, крепления.
Комментарии 106
Я бы профрейзеровал и проварил после. Судя по толщине усилие на них будет большое, в этом случае я бы заменил лучше металлом. На мой взгляд в любом случае алюминий прогретый потом в месте изгиба и нагрева, ослабнет, будет опа рано или поздно.
.
по учебнику СССР. Там все радиусы гиба для основных материалов и толщин прописаны.
Найди где у вас есть метало цех Наверняка там есть гибочный станок и вся проблема. И сделай сам такой станочек с уголков и простых шарниров типа как на гаражные ворота ставятся.
Прочитал все советы и понял, что на практике мало кто гибкой алюминия и его сплавов занимался. А по факту такие пластины гнутся очень легко, но нужно их предварительно закалить. Так же, кстати как и медь. А теперь подробнее:
1. Нагреваешь алюминиевую деталь до очень лёгкого свечения. Лучше греть в малоосвещённом помещении (так легче увидеть свечение), поскольку, как кто то тут уже говорил, алюминий легко перегреть и расплавить. Что бы увидеть эту границу (лёгкое свечение — расплав) потренируйся сначала на любой не нужной алюминиевой детали.
2. Как только алюминий прогреется, бросаешь его в воду и охлаждаешь полностью.
3. Достаёшь из воды и гнёшь как тебе нужно хоть в тисах через мягкие проставки (дерево, текстолит и т.д.), хоть в любом другом приспособлении.
В закалённом виде алюминий и славы на его основе становятся очень пластичными и гнутся в разы легче чем без термообработки.
Но здесь есть один нюанс. Алюминий (как и медь) очень быстро самоотпускается. И где то часа через 2-3 уже будет заметно жоще, и для его деформации снова придётся его закалить.
Удачи!
Прочитал все советы и понял, что на практике мало кто гибкой алюминия и его сплавов занимался. А по факту такие пластины гнутся очень легко, но нужно их предварительно закалить. Так же, кстати как и медь. А теперь подробнее:
1. Нагреваешь алюминиевую деталь до очень лёгкого свечения. Лучше греть в малоосвещённом помещении (так легче увидеть свечение), поскольку, как кто то тут уже говорил, алюминий легко перегреть и расплавить. Что бы увидеть эту границу (лёгкое свечение — расплав) потренируйся сначала на любой не нужной алюминиевой детали.
2. Как только алюминий прогреется, бросаешь его в воду и охлаждаешь полностью.
3. Достаёшь из воды и гнёшь как тебе нужно хоть в тисах через мягкие проставки (дерево, текстолит и т.д.), хоть в любом другом приспособлении.
В закалённом виде алюминий и славы на его основе становятся очень пластичными и гнутся в разы легче чем без термообработки.
Но здесь есть один нюанс. Алюминий (как и медь) очень быстро самоотпускается. И где то часа через 2-3 уже будет заметно жоще, и для его деформации снова придётся его закалить.
Удачи!
Как согнуть профиль для гипсокартона под прямым углом


Прежде чем начинать работать с алюминием нужно выбрать технологию. Жестянщики рекомендуют свободный метод сгибания. Он имеет сильные и слабые стороны. Преимущества:
- приложение малых усилий при изменении формы заготовки;
- возможность сгибать металлические детали большой толщины;
- малая стоимость станков для проведения работ;
- возможность изгибать заготовки под разными углами.
- При сгибании металлических заготовок малой толщины возникают сложности с выставлением точного угла.
- Невозможность работать с изделиями сложной формы.
Необходимые приспособления
Чтобы выполнить работы по сгибанию профильной трубы без использования специального трубогиба, понадобится одно из этих простейших приспособлений:
- Элементарный рычаг с шаблоном.
- Горизонтальная плита с несколькими отверстиями, в которых устроены металлические упоры соответствующего диаметра. Устройство хорошо подойдет для труб из мягких металлов, либо изделий с малой высотой профиля (не более 10 мм). Филигранной точности здесь добиться не получится. Кроме того, может потребоваться приложение значительных физических усилий.
- Роликовые приспособления. Один конец надежно закрепляется в тисках, а к месту сгиба прикладывается ролик, который при соответствующем физическом воздействии обеспечит ровный сгиб необходимого радиуса.
- Специальная оправка. Приспособление представляет своего рода шаблон из толстой фанеры или дерева. Прикладывая усилия, трубу можно наложить на оправку, сообщив ей ее радиус изгиба. Устройство будет полезным при необходимости часто производить работы по сгибанию профильных труб.
Читать также: Как подобрать болты под литые диски
Сегодня многие домашние мастера используют алюминий практически для всего. Его характеристики позволяю без проблем применять его и для мебели, и для создания гаражных приспособлений и т.д.
Цветпрокат уголок алюминиевый предлагает приобрести на наиболее выгодных условиях. В данной публикации будут описаны различные методики, которые дадут возможность согнуть алюминий, при этом не повредив его. Если начать сгибать алюминиевую деталь механическим способом, на металле могут возникнуть трещины и деталь попросту сломается в месте гибки.
Какие марки можно гнуть, а какие нет?
На производстве выпускаются алюминиевые заготовки разных марок. Они отличаются характеристиками, особенностями материала. Виды алюминия:
- Закалённый — материал с высокими показателями прочности, твердости. При изгибании нужно проводить предварительное нагревание рабочей поверхности. Без нагревания лист трескается. Низкий показатель гибкости требует соблюдения правил работы с материалом.
- Отожжённый — считается мягким видом металла, который чаще других используется при изгибании. Не выдерживает растяжения.
- Нагартованный — листовой металл, который прошёл процесс холодного уплотнения. Выдерживает большие нагрузки, изгибается без трещин.
- Полунагартованный — металл с высоким показателем жесткости. Выдерживает изгибание до угла в 90 градусов. Повышенная жесткость не даёт поверхности проминаться во время ударов.
Марки алюминия для гибки:
- Дюралюминий — обозначается данный материал букой «Д». Считается прочным материалом с высоким показателем износоустойчивости. Используется при штамповке, поскольку плохо изгибается.
- Марки ВД1 и 1105. Материалы с малым удельным весом и хорошими показателями прочности. Часто применяется для гибки.
- Сплавы АМЦ. Материалы, которые используются во время изготовления деталей сложной формы. Обладают высоким показателем пластичности.
- Сплавы АМГ. Составляющими таким материалов являются магний, марганец, алюминий. Хорошо изгибаются, устойчивы к воздействию кислот, щелочей. Из листов делают емкости для хранения химических реактивов, топлива.
- Авиационные сплавы, обозначающиеся буквой «В». Используются в машиностроении. Для их сгибания используются процессы штамповки, прессования.
- Сплавы А5, АД. Металлы используются в пищевой промышленности.
Любая из выпускаемых марок алюминия изготавливается согласно ГОСТу.
Марки алюминия
Можно ли согнуть трубу в домашних условиях
Если труба имеет не самые большие габариты, а точность изгиба не является критическим параметром, произвести цикл необходимых работ возможно в домашних условиях.
Разумеется, будет лучше, если для этих работ найдется отдельное помещение, оборудованное верстаком, тисками и прочими необходимыми инструментами. Кроме того, в процессе работы скорее всего придется использовать болгарку, сварочный аппарат или источник открытого огня. Согласитесь, частный дом или квартира мало для этого подходят.
Еще один важный совет. Металл – достаточно упругий материал, который после любой деформации будет стремиться вернуть себе прежнюю форму. По этой причине сгибать трубу следует на немного больший, чем предусматривает проект, угол. Металл вернется на несколько градусов обратно, и мы получим в точности такой радиус сгиба, на который рассчитывали изначально.
Читать также: Насадки для реноватора аег
Для облегчения процедуры сгибания соответствующий участок трубы можно предварительно разогреть. Раскаленный металл становится более пластичным и податливым, что значительно облегчает процесс. Для прогрева чаще всего используют:
Труба тщательно прогревается на месте будущего сгиба (протяженность места нагрева принимается равной шести диаметрам трубы).
Стоит помнить, что многократные циклы сильного нагрева и остывания неизбежно делают металл более хрупким.
Способы гибки
Изменить форму алюминиевого листа можно с помощью разных видов оборудования. Важно поговорить об основных способах гибки, которые применяются при металлообработке.
Ручные методы
В небольших мастерских и на частном производстве часто используются ручные приспособления для сгибания алюминиевых листов. Они представляют собой инструмент, состоящий из устойчивого основания, прижимных пластин, системы рычагов. Ограничение ручного оборудования заключается в глубине изгибания листа, ширине обрабатываемой заготовки. С помощью ручного оборудования невозможно сгибать детали из металла большой толщины.
Использование устройств с электрическим приводом
Чтобы добиться высокой эффективности при сгибании металлических листов, используется оборудование с электрическим приводом. Станки используются при серийном производстве, поскольку облегчают труд человека, позволяют быстро изготавливать множество деталей различной формы. Оборудование с электрическим приводом позволяет сгибать листы толщиной до 8 мм. Запуск подвижных элементов происходит после нажатия педалей.
Использование электромагнитного оборудования
При таком способе сгибания алюминиевых изделий используется оборудование с электромагнитами. Заготовка устанавливается между рабочими элементами. На них подаётся напряжение. Ток приводит в действие магниты. Они начинают двигаться друг к другу, изгибая деталь.

Как согнуть профиль для гипсокартона не теряя свойств
В любой из вышеперечисленных ситуаций, чтобы установка гипсокартона прошла по заданной схеме, необходимо согнуть профиль. Если сделать весь процесс правильно, тогда последующий монтаж гипсокартонных листов пройдет быстро и легко, а конечный результат будет радовать глаз долгие годы.Вне зависимости от того, какой каркасный элемент будет использоваться, способы изгиба могут применяться к ним всем. Изгибать профили необходимо до момента их установки.
Существует два варианта исполнения надрезов, которые зависят от того, какой частью будет осуществляться дальнейший монтаж каркасного элемента: Имея под рукой такой набор материалов и инструментов, а также предприняв все меры предосторожности, процедура по приданию профилям необходимой формы займет у вас от силы 20 минут. круги и овалы; квадраты и прямоугольники; различные геометрические фигуры; волны, ступени, цветы, солнце и многое другое. Сложный потолок
Классификация оборудования
При разных методах сгибания алюминиевых листов используется специальное оборудование. Для облегчения деформации металла его можно предварительно разогревать. Все листогибы делятся на две большие группы, о которых необходимо поговорить подробнее.
Ручные приспособления
Стационарное оборудование
К этой группе относятся промышленные станки, которые устанавливаются на предприятиях. Используются для серийного изготовления деталей из металлических листов. Они имеют устойчивое основание, электрический или гидравлический привод.
Минус стационарных механизмов в том, что они занимают много места, требуют дополнительных усилий при транспортировке. Однако промышленные станки позволяют работать с металлическими листами большой толщины.
Переносное оборудование
Компактные конструкции, которые можно использовать в различных условиях. Не требуют дополнительных навыков при работе. Недостаток переносных приспособлений — отсутствие возможности работать с толстыми листами металла.
Окна с открывающейся арочной створкой:
При производстве окна с открывающейся арочной створкой, трудно выдержать совпадение радиуса изгиба профиля рамы и створки. Так как изогнутые профили не могут быть армированы, то существуют сложности в эксплуатации такого окна за счет температурных деформаций неармированного ПВХ. Надежную герметизацию в неармированной арочной части сложно обеспечить. Кроме того, такая конструкция значительно дороже за счет применения нестандартного комплекта фурнитуры. Поэтому опытные производители по возможности стараются сделать арочные части окон глухими.
Как изгибать детали из дюралюминия и силумина?
При попытке согнуть алюминий марки Д16Т (дюралюминий) и силумин листы могут трескаться. Чтобы сохранить целостность металлического листа, нужно провести предварительную термообработку. Для этого заготовка из дюралюминия разогревается до появления красного оттенка. Помещение должно быть тёмным, чтобы увидеть изменение цвета и не перегреть сплав. После нагревания нужно дать металлу остыть при комнатной температуре. Далее можно сгибать лист без боязни повредить его.
Гибка алюминия считается простым технологическим процессом, который требует знания некоторых особенностей. Если знать разновидности этого металла и использовать правильное оборудование можно избежать нарушения целостности металлических заготовок.
Разные профильные системы:
Разные профильные системы и даже разные партии профиля, одной и той же системы могут иметь отличия:
- геометрия профиля,
- изменения в применении ПВХ-С или приготовлении смеси,
- нарушения технологии экструзии профиля
Всё это существенно влияет на качество изгибания профиля. Температура в производственном помещении и температура профиля должна быть не ниже 17-18°С (профиль нагревается в помещении на 1°С за 1 час). Поэтому профиль, доставленный в холодное время года, должен прогреться, чтобы не было напряжений внутри профиля.





