Советы по ремонту сварочного полуавтомата
Ремонт любого технически сложного устройства начинается с его осмотра.
Сварочный полуавтомат отличается компактностью и технологичностью в эксплуатации.
При соблюдении всех правил эксплуатации электрических установок, аппарат надежно служит в течение многих лет.
В то же время хорошо известно, что сварочное оборудование требует своевременного обслуживания и правильного хранения.
Очень важно соблюдать режимы сварки, которые прописаны в инструкции по эксплуатации.
И если произошла поломка полуавтомата, то ее нужно своевременно устранить.
Составные элементы сварочного полуавтомата
Прежде чем начинать ремонт сварочного полуавтомата своими руками, следует четко представлять себе, из каких узлов и агрегатов состоит полуавтомат.
Стандартная структура сварочного полуавтомата включает в себя следующие узлы и агрегаты:
- источник электропитания;
- устройство для подачи присадочной проволоки;
- источник инертного газа;
- держак с горелкой.
Источник питания, в свою очередь, состоит из трансформатора, выпрямителя, дросселя и других элементов.
Для сварки деталей из любых металлов и сплавов, главным фактором, определяющим качество шва, является стабильность горения дуги.
В процессе обеспечения этой стабильности участвуют все перечисленные элементы.
Устройство подачи присадочной проволоки представляет собой сложный механизм.
Если подача присадочного материала происходит с задержкой, то это сразу же отрицательно отразится на качестве сварного соединения.
Полуавтомат качественно варит только в таком состоянии, когда все узлы и агрегаты точно настроены и действуют синхронно.
Невозможно добиться высокого качества сварного шва и в том случае, когда защитный газ подается в зону горения дуги с перебоями. Газ может подаваться из баллона или специальной газораспределительной системы.
Нарушение подачи может происходить по разным причинам, которые необходимо обнаружить и устранить.
Характерные неисправности
Сварочный полуавтомат отличается удобством и надежностью при работе.
Однако случаются и такие ситуации, когда ему требуется ремонт.
Если аппарат вообще не варит, то надо начинать ремонтные работы с внимательного осмотра всех узлов и деталей.
Чаще всего отказы и неисправности возникают в результате несоблюдения правил эксплуатации устройства.
Нередко случается так, что в электрической цепи теряется контакт, и процесс сварки прерывается.
Для того чтобы с большой вероятностью определить неисправность, в инструкции по эксплуатации приведены часто встречающие поломки и способы их устранения.
Несанкционированное прерывание цикла
Отключение сварочного полуавтомата без всяких видимых причин происходит в том случае, когда срабатывает автомат защиты от короткого замыкания.
Замыкание может произойти в цепи высокого напряжения между проводами обмотки трансформатора. Или между проводами и металлическим корпусом.
Защита срабатывает и в том случае, когда пробит конденсатор. Выполняя ремонт, надо, в первую очередь, обесточить аппарат. Затем найти и устранить неисправность.
Возможно, для этого потребуется заменить изоляцию или впаять новый конденсатор.
Сильное дребезжание и гудение
Очень часто гудение сварочного полуавтомата сопровождается перегревом трансформатора.
Если такое происходит в то время, когда сварщик варит очередной шов, то нужно прекратить работу и осмотреть аппарат.
К таким неприятностям может привести ослабление болтовых соединений, которые стягивают листы магнитопровода или сердечника.
По аналогичной причине может задребезжать агрегат, который перемещает катушки.
Короткое замыкание между сварочными кабелями тоже сопровождается сильным гулом.
Чтобы устранить такую неисправность своими руками, достаточно подтянуть крепежные болты, проверить целостность изоляции и при необходимости усилить ее.
Перегрев устройства
Если сварочный полуавтомат варит, но при этом сильно греется, то необходимо срочно провести профилактический осмотр, ремонт или замену изношенных деталей.
Чаще всего к перегреву аппарата приводят нарушения режима сварки. Если сварочный ток задается выше допустимых значений, это приводит к перегреву основных элементов.
И в первую очередь — вторичной катушки трансформатора. Такая же реакция последует в том случае, когда диаметр электрода выбран больше, чем следует.
Или когда сварка выполняется в течение длительного отрезка времени без перерыва. При больших объемах сварочных работ нужно обязательно делать технологические перерывы.
Не регулируется сварочный ток
Если при выборе режима работы полуавтомата, величина сварочного тока не устанавливается на требуемую величину, то надо внимательно осмотреть механизм регулятора.
Причиной неправильной регулировки может послужить износ винта или короткое замыкание между зажимами регулятора.
При попадании внутрь кожуха посторонних предметов нарушается подвижность вторичных катушек.
Такого рода неисправности можно легко устранить своими руками, не обращаясь к услугам специалистов из сервисного центра.
Последовательность действий при ремонте
Когда сварочный полуавтомат варит металлические конструкции, но качество сварки оказывается низким, аппарату требуется ремонт.
В рабочей обстановке, когда нет времени обращаться в сервисный центр, устранить неисправность вполне по силам своими руками.
Многолетний опыт показывает, что значительное количество неисправностей возникает по самым простым причинам.
В числе таких причин на первом месте значатся плохие контакты.
Из этого показателя следует очевидный вывод – в первую очередь необходимо проверить прочность электрических соединений и обязательно прожать все клеммники.
Если проведенный своими руками ремонт по зачистке и уплотнению контактных соединений не принес результатов, то нужно разделить работы на три следующих этапа:
- диагностика электрической схемы;
- диагностика механизма подачи проволоки;
- диагностика системы подачи защитного газа.
Зачастую полуавтомат включен, исходное напряжение на него подается, но сварочный ток не подается и дуга не загорается.
Такая ситуация может возникнуть при перегреве устройства, когда варит неопытный сварщик. Просто превышен рабочий период сварки и сработала защита.
Ничего страшного в такой ситуации нет. Необходимо дождаться, пока полуавтомат остынет, и возобновить работу.
Для того чтобы провести ремонт полуавтомата своими руками, нужно иметь следующие инструменты и приборы:
- омметр или осциллограф;
- отвертка;
- гаечные ключи;
- паяльник и припой;
- пассатижи.
Ремонт сложного электротехнического оборудования требует от исполнителя определенной теоретической и практической подготовки.
Когда аппарат не варит, нужно взвесить свои возможности и выполнять ремонт самостоятельно либо пригласить специалистов.
Неисправность электрической схемы
Наиболее сложная в сварочном полуавтомате электрическая часть. Когда аппарат варит, но при этом шов формируется неравномерно, нужно проверить исправность выпрямителя.
В схеме может выйти из строя диод или выпрямительный мост в целом.
Для того чтобы определить исправность элементов, их нужно выпаять и проверить с помощью омметра.
Стабильное горение сварочной дуги обеспечивается дросселем. По сути это катушка индуктивности, которая обладает высокой надежностью.
Но проверить ее исправность нужно обязательно. Чаще чем диоды, выходит из строя конденсатор. Он легко меняется своими руками с помощью паяльника.
Неисправность механизма подачи проволоки
При нестабильной работе механизма подачи присадочной проволоки сварочный аппарат варит плохо.
Соединение деталей получается некачественным, и значительный объем работы оценивается как брак. Причиной тому может служить чрезмерный износ направляющего канала и подающих роликов.
Первым делом необходимо отрегулировать уровень давления этих роликов.
Если эта операция не принесла ожидаемых результатов, то самое эффективное, что можно сделать, заменить весь комплекс подачи – направляющий канал и подающие ролики. Эта легко делается своими руками.
Некоторые особенности ремонта
Многолетний опыт показывает, что в некоторых случаях сварной шов получается непрочным из-за низкого качества защитного газа.
Или по причине нестабильной его подачи в зону горения дуги.
В таких случаях необходимо провести ревизию всего тракта подачи газа и горелки, которую сварщик держит своими руками в процессе работы.
Этот инструмент всегда нужно содержать в рабочем состоянии. Оберегать его от повреждений и загрязнения.
Все профилактические работы, которые предписаны в инструкции по эксплуатации, нужно выполнять неукоснительно.
При выполнении этих требований сварочный полуавтомат будет действовать безотказно.
Сварочный инвертор GYSmi 165 и его ремонт | Зона-Сварки.РФ ремонт сварочных аппаратов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.

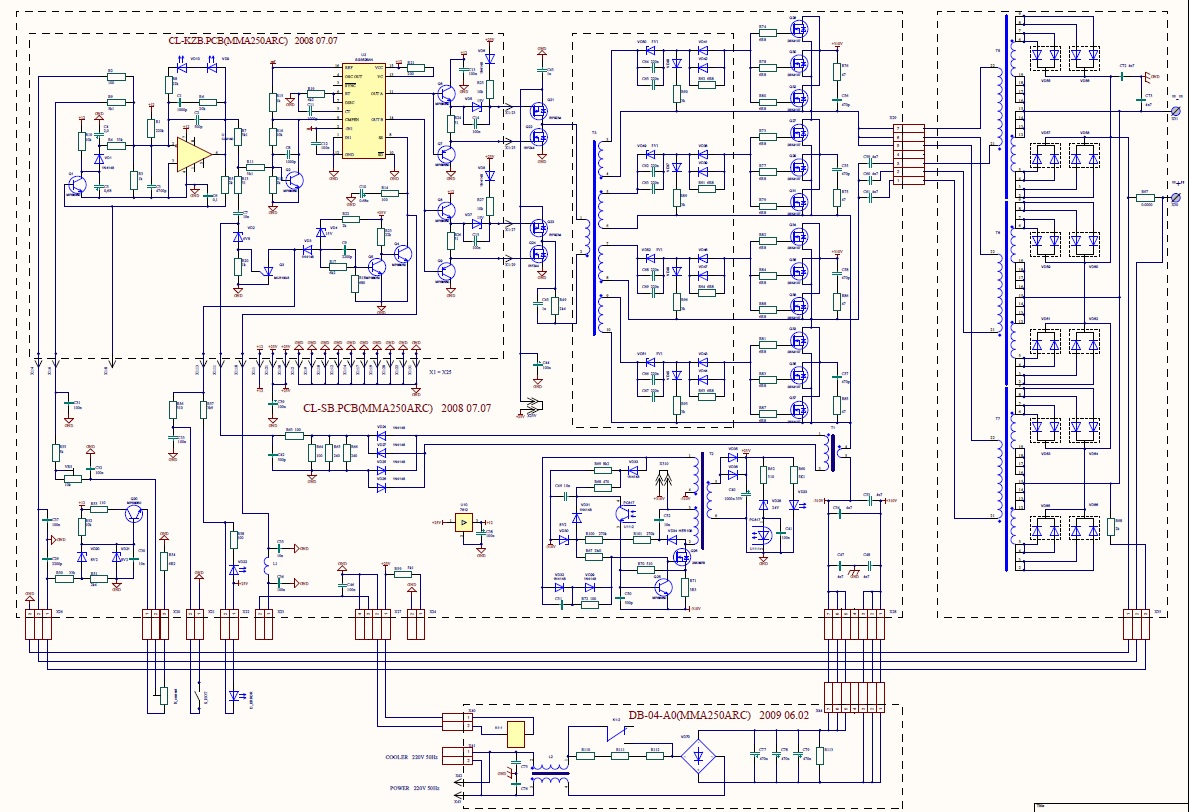
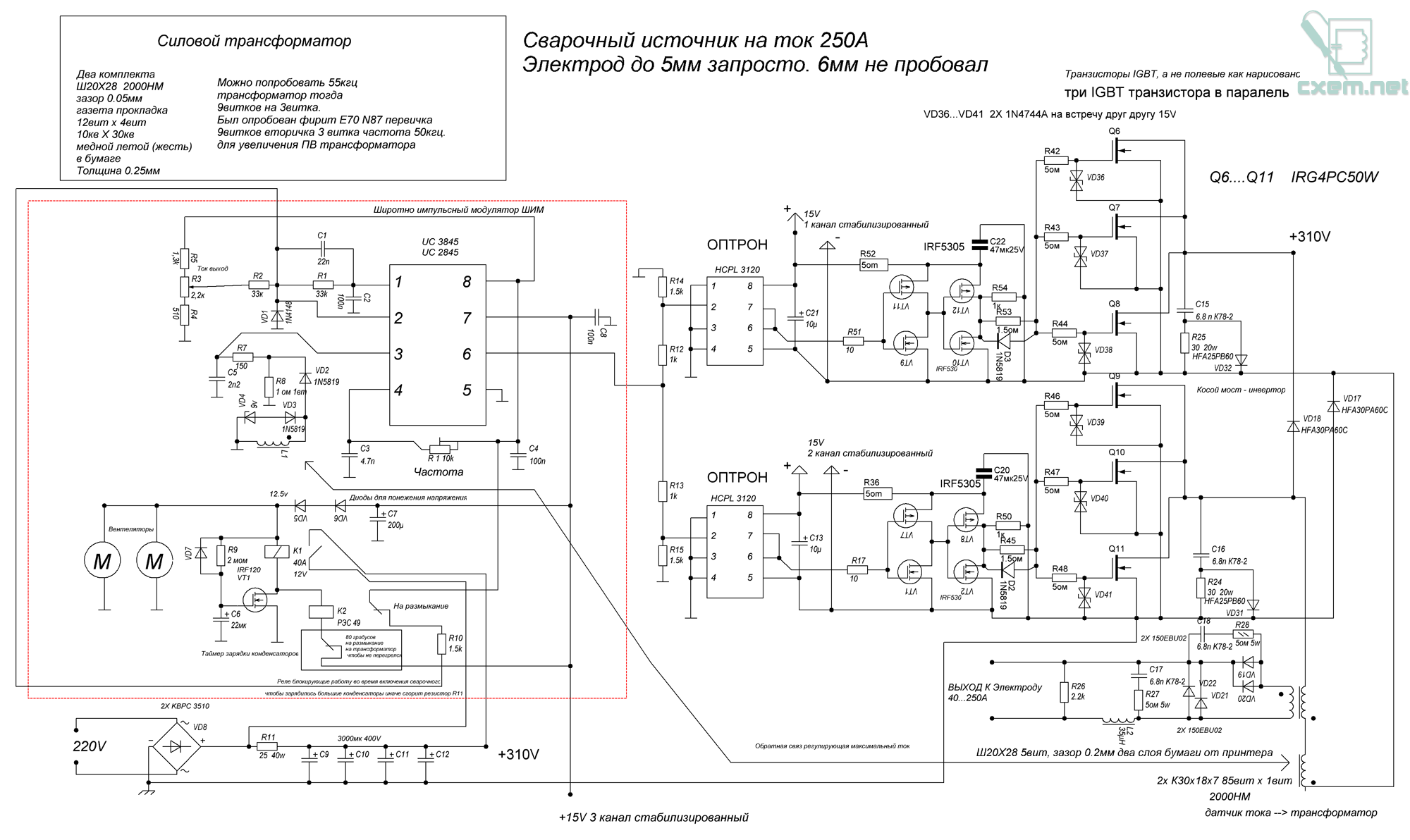
Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Особенности сварочных инверторов торговой марки Gysmi
Сварочный инвертор Gys, как его часто называют, является продуктом одноименной французской компании, которая начала свою производственную деятельность в середине 60-х годов прошлого века. Практически до конца прошлого столетия компания продавала свою продукцию только на внутреннем рынке Франции и лишь недавно стала активно завоевывать мировой рынок. Благодаря такой экспансии на внешние рынки компания GYS сегодня продает в другие страны уже порядка трети всего производимого сварочного оборудования.
Только появившись на отечественном рынке, инверторы Gys сразу стали пользоваться высокой популярностью у специалистов сварочного дела. Одной из основных причин, по которой оборудование данного бренда так быстро завоевало симпатии отечественных потребителей, послужило то, что оно производилось по инновационной на тот момент технологии, которая известна под аббревиатурой IMS.
Особенность данной технологии заключается в том, что все элементы электронной схемы устройства располагаются на одной плате, которая фиксируется на массивном корпусе, изготовленном из алюминиевого сплава. Таким образом, специалистам французской компании удалось предоставить своим потребителям сварочный аппарат, который при компактных размерах и незначительном весе обладает высокой производительностью.
Плата инвертора Gysmi 161
Заводы французской компании, занимающиеся выпуском инверторов данной торговой марки, полностью автоматизированы, что исключает риск воздействия человеческого фактора на качество сборки. Серьезное внимание уделяет руководство компании GYS и вопросам контроля всех компонентов производимого оборудования. Каждый элемент электронной схемы тщательно проверяется прежде, чем занять свое место в конструкции аппарата. Все эти меры, предпринимаемые компанией-производителем, способствовали тому, что инверторы данной торговой марки считаются специалистами всего мира высоконадежными.
Между тем есть у технологии IMS, предполагающей размещение всех электронных компонентов аппарата на одной плате, один, но очень серьезный недостаток. При выходе из строя хотя бы одного элемента такая плата не подлежит ремонту, ее можно только заменить на новую. Кажется, что в этом нет ничего сложного, но следует учесть, что стоимость новой платы сопоставима с ценой на весь сварочный инвертор.
Внутреннее устройство инверторов Gysmi
Многие специалисты, работающие со сварочной техникой, выпускаемой под торговой маркой GYS, стали отмечать, что в последнее время ее качество стало заметно хуже. Во многом такая ситуация объясняется тем, что компания, откликнувшись на пожелания потребителей, постаралась снизить стоимость своей продукции, что, естественно, негативно отразилось на качественных характеристиках и надежности оборудования.
Кроме не очень впечатляющей надежности, некоторые модели оборудования от французского производителя (такие, например, как Gysmi 161, а также Gysmi 131 и Gysmi 165) характеризуются не слишком высоким КПД. Так, если процесс сварки сопровождается незначительными нагрузками, то время непрерывной работы инверторов данных моделей составляет не более 70%, а если работа выполняется на номинальном токе, то данный параметр (в частности, у инвертора Gysmi 165) составит не более 50%, что, конечно, очень мало.
Продолжительность включения различных моделей инверторов Gysmi
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.

Сварочный аппарат Сварис

Принципиальная схема сварочного инвертора Сварис










Сварочный инвертор Gysmi 161
Компания GYS усовершенствовала защиту от повышенного напряжения (до 400В). Теперь французские сварочные инверторы стали намного меньше по габаритам и мощнее. Также все аппараты снабжены дополнительной защитой для работы от генераторов.
Сварочный инвертор Gysmi 161 имеет плавную регулировка сварочного тока и предназначен для сварки электродами с сечением от 1,6мм вплоть до 4,0мм на постоянном токе. Благодаря тщательно разработанной схеме он обладает такими незаменимыми качествами как: большой КПД, малый вес, небольшие размеры, способность работать при большом колебании сети. Все эти положительные качества делают его лидером среди широкого ассортимента сварочной аппаратуры.
Даже начинающий сварщик, используя инвертор сварочный Gysmi 161, без обучения и особых подготовок может легко зажечь дугу и сварить любые стали. Это стало возможным благодаря улучшенным динамическим свойствам и дополнительным функциям ANTISTICK, ARC FORCE и HOT START аппарата. Функция Antistick не позволяет инвертору в момент залипания электрода выйти из строя, а также, плавно снижает силу сварочного тока до полного отключения. Это позволяет легко оторвать прикипевший электрод от свариваемой поверхности.
При включенной функции Hot Start, сварочный инвертор накладывает дополнительный импульс тока во время касания электродом изделия. Это облегчает процесс зажигания дуги, а такая функция как Arc Force разработана для стабилизации сварочной дуги. Эти функции используются не только начинающими сварщиками, но и профессионалами.
Данный сварочный аппарат сохраняет работоспособность при запитывающем напряжении в пределах от 190В до 260В и может быть подключен к различным агрегатам, имеет принудительную систему охлаждения и тепловую защиту.
В комплект включены:
| Сварочный инвертор Gysmi-161 | 1шт. |
| Кейс из пластика | 1шт. |
| Кабель сетевой 3×1,5мм², длинна 2м | 1шт. |
| Сварочный кабель 16мм², длина 2м с электрододержателем | 1шт. |
| Сварочный кабель 16мм², длина 2м с зажимом-массой | 1шт. |
| Наплечный ремень | 1шт. |
| Паспорт с гарантийным талоном | 1шт. |
| Напряжение сетевого питания, В | 230±15% |
| Напряжение XX, В | 72 |
| Сварочный ток, Max.(режим ММА), А | 160 |
| Ток из сети, Max., А | 33,5 |
| Пределы регулирования сварочного тока А | от 10 до 160 |
| ПВ при 160А и Т=40°С, % | 14 |
| ПВ при 85А и Т=40°С, % | 60 |
| ПВ при 70А и Т=40°С, % | 100 |
| Диаметр электродов для сварки, мм | 1,6-4 |
| Степень защиты | IP21 |
| Вес сварочного аппарата, кг | 4,1 |
| Производительность (электрод ф4) | 23 шт/час |
| Габариты изделия, мм | 120х255х150 |
| Гарантия на изделие | 1 год |
| Производитель | GYS, Франция |
Схемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.
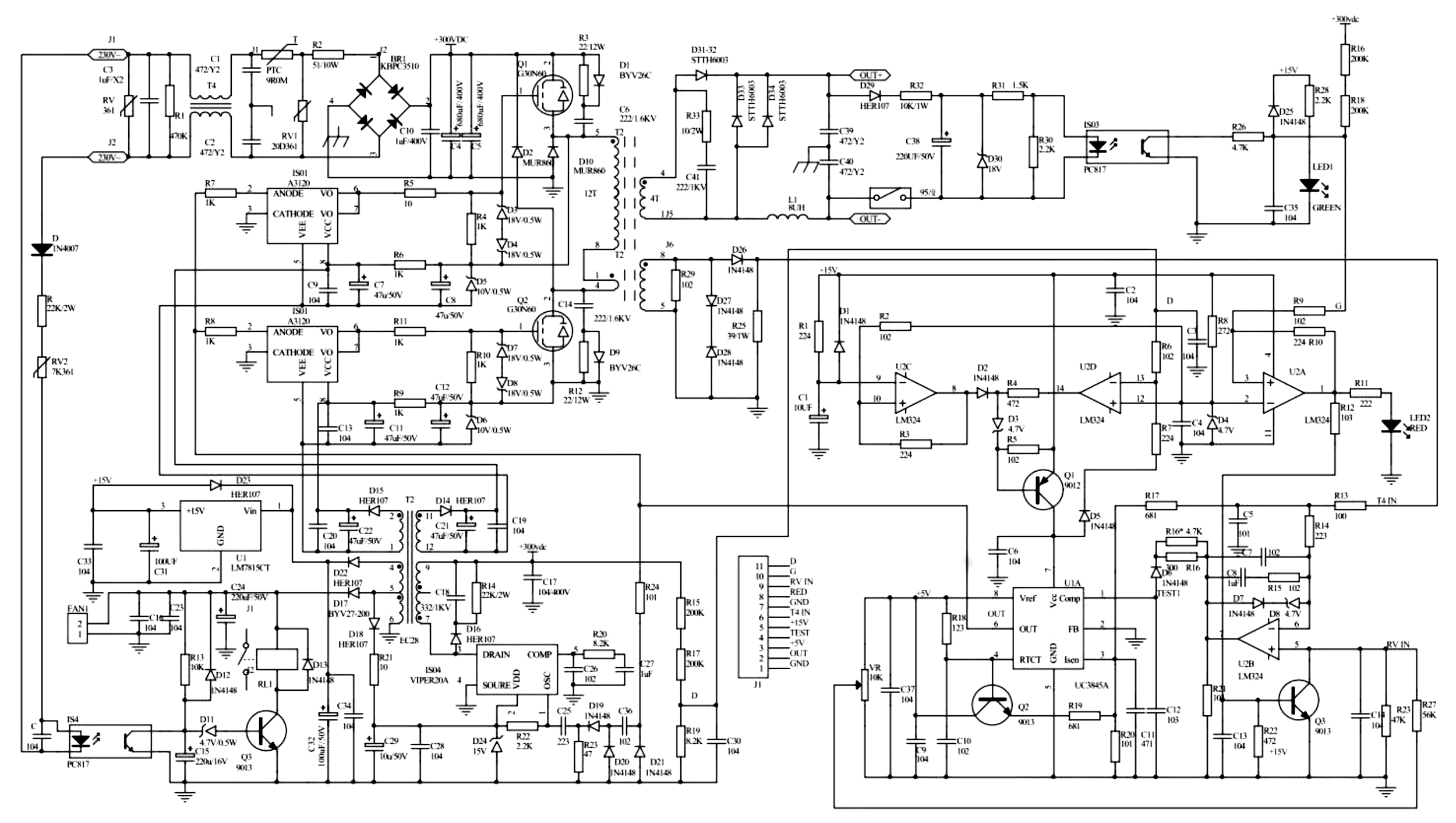
Схема инвертора ММА-200
Характеристики
Сварочный инвертор GYS MI 161 обладает вполне стандартным набором характеристик для данного класса аппаратов. Он работает от обычной розетки 220В (допускается нестабильное напряжение), способен выдавать от 10 до 160 Ампер.
Для сварки можно использовать электроды диаметром от 1.6 мм до 4 мм. Для бытовой сварки этого более чем достаточно. Аппарат защищен от капель воды, но плохо реагирует на пыль и повышенную влажность. Так что уделите внимание его правильному хранению.

Инвертор Gysmi 161 очень компактный и весит всего 4 кг. Вы можете возить его с собой на дачу в общественном транспорте, и на зиму забирать обратно в квартиру. Производитель дает гарантию 1 год с момента покупки.
Продолжительность включения аппарата напрямую зависит от силы тока, которую вы используете для сварки. К примеру, при сварке с максимальной силой тока 160А аппарат будет беспрерывно работать 14% от всего сварочного цикла. Это значит, что из 10-ти минут сварочных работ вы сможете варить только 1.5 минуты. Это очень маленький показатель.
Но не расстраивайтесь. Если вы новичок или дачник, то скорее всего будете использовать аппарат не на максимальной силе тока. При сварке с силой тока 85 Ампер он уже способен работать 6 минут из 10, а это стандартный показатель для подобных аппаратов.
Кстати, в интернете есть схема сварочного инвертора от Gysmi, так что вы сможете починить его своими руками.
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Электрические Схемы Сварочных Инверторов
Причем использование последнего сейчас признается более разумным. Устанавливаются на радиатор.
Получаемый результат связан с выходом постоянного сварочного тока, сила которого является очень высокой, а напряжение низким. Мост модифицирует ток из переменного в постоянный. 
Получить на выходе устройства ток достаточной силы для того, чтобы можно было с его помощью эффективно выполнять сварочные работы, позволяет понижающий напряжение трансформатор, установленный за инверторным блоком.
Схемы сварочных инверторов самодельных и заводских.
Сопротивление резистора — 47 ом. У новой версии три импульсных трансформатора, в то время как у старой только два.
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Одновременно происходит возрастание силы сварочного тока, которая превышает А.
Вот схема. 
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор. 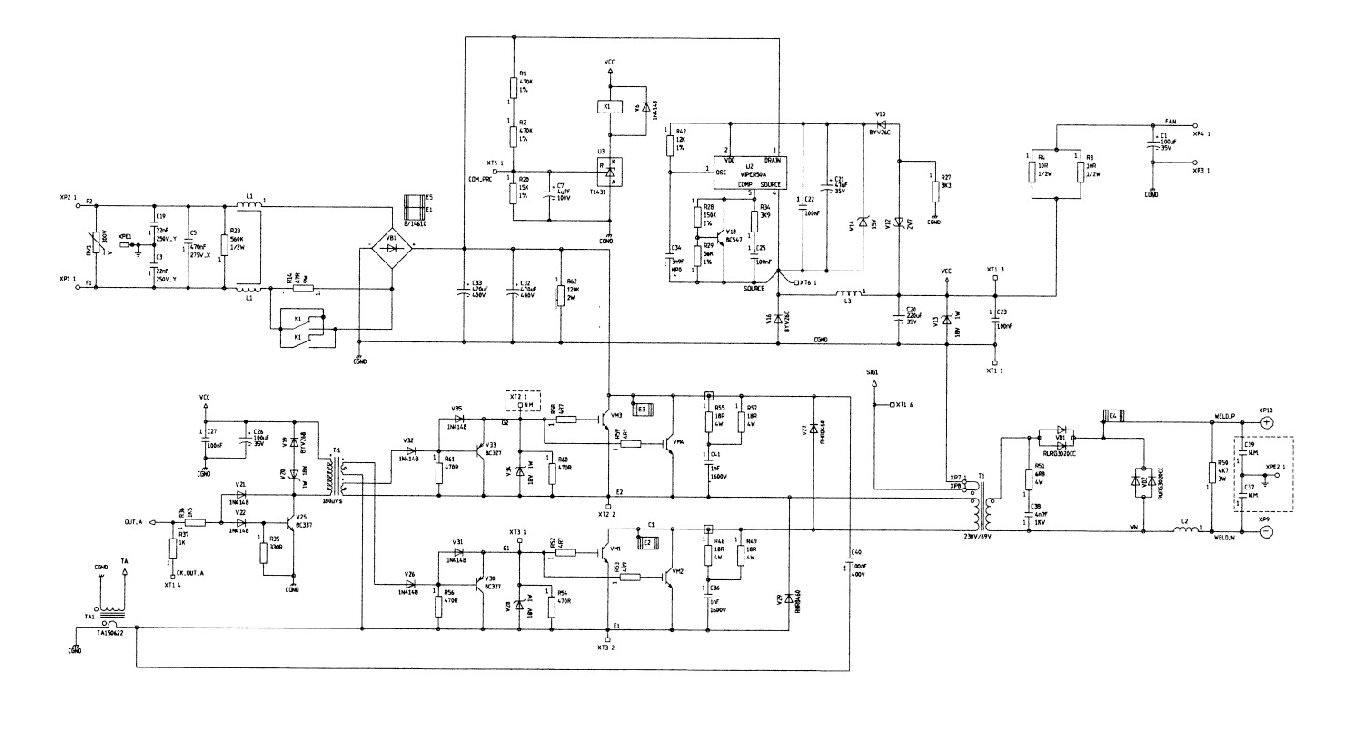
Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента. 
РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА ИНТЕРСКОЛ ИСА 250/10, 6
Типовая схема и принцип работы инвертора
В этом и заключается основная роль трансформатора T3. Читать далее. Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт — LMA. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX.
Проверка работоспособности После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. 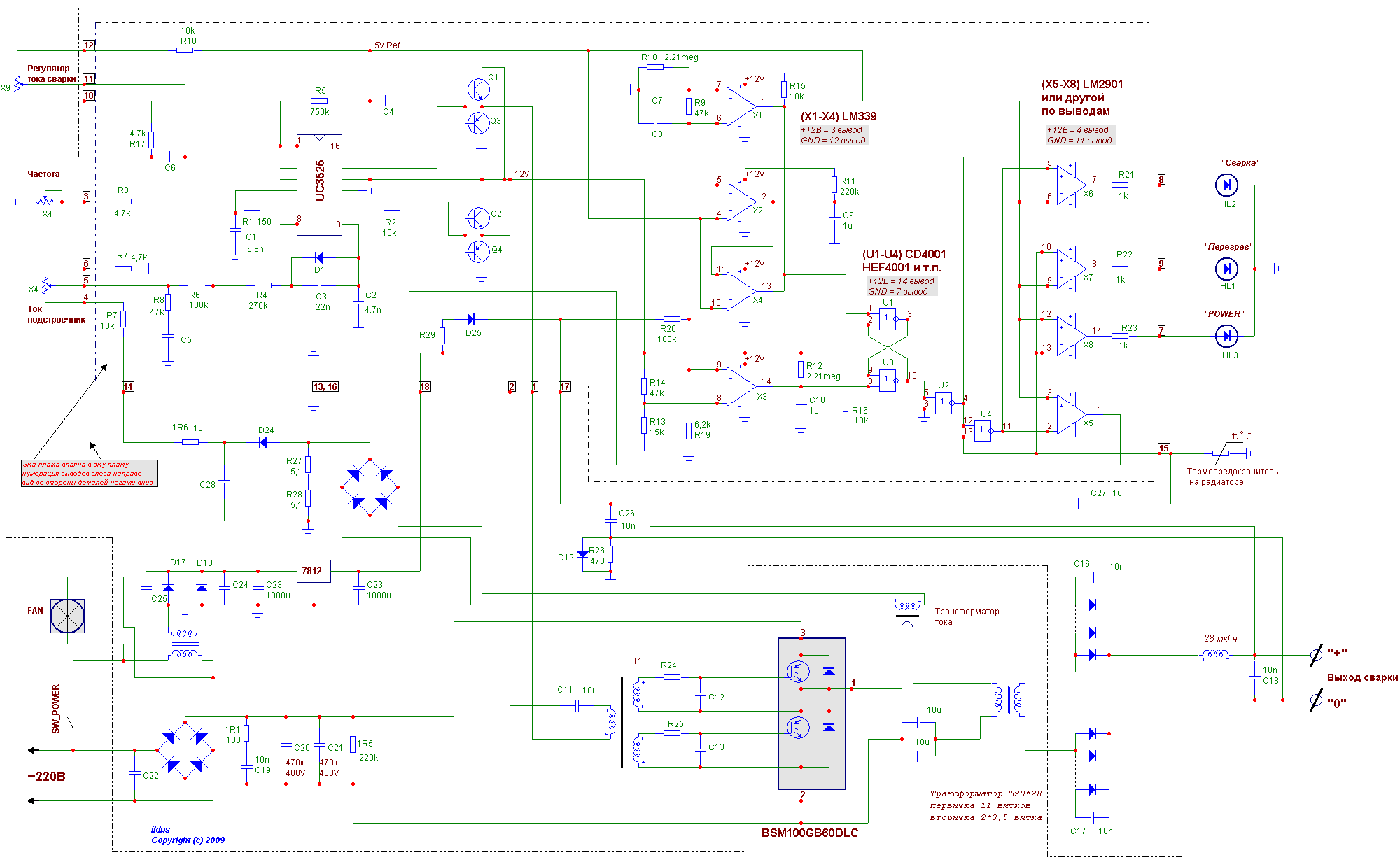
Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь.
При этом принцип функционирования последнего является неизменным.
Трансформатор понижает ток до уровня напряжения, равного В.
Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры. 
Сопротивление резистора — 47 ом. Показатель напряжения холостого хода 62 В.
ДВА в ОДНОМ. СВАРКА + ИНДУКЦИОННАЯ ПЕЧЬ. Краткий обзор. Сварочный аппарат — нагреватель 2 в 1
Виды инверторных источников сварочного тока
Корпус с вентилятором системы охлаждения. 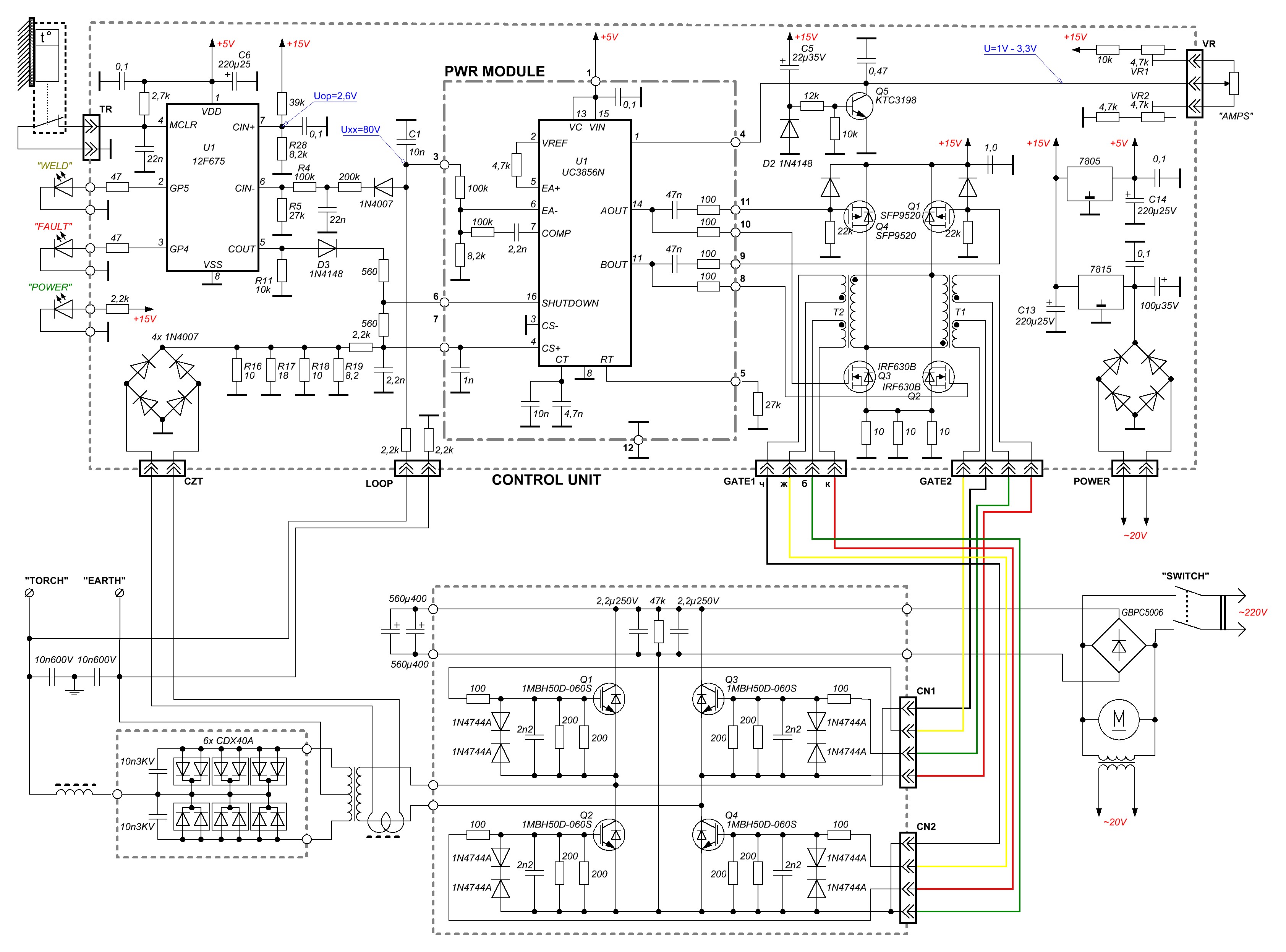
Принципиальная схема аппаратов инверторного типа Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе. 
Оно состоит из 2—4 конденсаторов и дросселя.
Эти ситуации могут происходить по причине недостаточного охлаждения силовых элементов при высокой температуре окружающего воздуха, а также при работе в условиях запылённой или слишком влажной атмосферы. Причем использование последнего сейчас признается более разумным. Как работает сварочный инвертор Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, — это то, для чего предназначен любой сварочный аппарат.
Этот элемент подает на силовую часть сварочного агрегата электроток. Давайте немного подробнее разберемся с описанной схемой.
В условиях повышенной влажности могут возникать утечки, которые также могут привести к неисправности. Электрическая схема инвертора включает в себя следующие обязательные компоненты: Питающий блок.
Важным этапом является решение задачи, связанной с выбором необходимой технологии, оптимизирующей работу силовой части. В устройство входит силовой трансформатор. Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать. Понижение высокочастотного напряжения; 4. Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
Ремонт сварочного инвертора Ресанта 190А. Не включается .Repair welding inverter 190A Resanta
Cхемы сварочных инверторов
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Все сварочные аппараты делятся на несколько основных групп: Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения. Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Выводы Инвертор — сложное электронное устройство, но простое в использовании, его подключают к электрической цепи с напряжением V и без опасения проводить сварочные работы. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву.
Схемы аппаратов Сварис
Конденсаторы, установленные в фильтре, после активации зарядки способны выдавать большой силы ток, который сжигает, поэтому инвертор обеспечивается плавным пуском. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Обычные выпрямительные диоды с такой задачей бы не справились — они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя.
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора.
Принципиальная электрическая схема в деталях: составляющие
Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более V. Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении. Инверторное устройство еще раз преобразовывает электроток теперь уже в переменный , увеличивая при этом его частоту.
Через них протекают огромные токи. Часть 1. При устройстве вторичной обмотки витки наматываются в несколько слоев. Если напряжение провода меньше В, значит, устройство неисправно.
Схема китайского инвертора