Как программируют станки на заводах
Программисты востребованы везде, даже на производстве. Дело в том, что изготавливать каждую деталь вручную долго, поэтому нужна автоматизация. А где автоматизация, там программы и алгоритмы. Сегодня покажем вам направление в ИТ, о котором мы ещё не говорили: программирование станков с ЧПУ.
 Токарный станок с ЧПУ, который вытачивает детали из металла.
Токарный станок с ЧПУ, который вытачивает детали из металла.
Что такое станки с ЧПУ
Чтобы понять, что такое станок с ЧПУ, нужно сначала понять, что такое обычный станок, например токарный. У тебя есть некая металлическая заготовка, например цилиндр. Ты закрепляешь его на станке. Место закрепления начинает вращаться (это место называют шпинделем), вместе с ним вращается закреплённая заготовка, а токарь с помощью специального резца может вырезать из заготовки деталь нужного размера и формы. Пока что всё вручную.
Теперь берём этот же станок, но делаем так, чтобы резцы ездили сами в разных плоскостях. Вешаем всевозможные датчики — скорости вращения, температуры и нажима. И делаем так, чтобы деталь вытачивал не токарь, а сам станок.
Чтобы управлять таким автоматическим станком, нужен некий управляющий модуль — который заставит заготовку вращаться, а резцы ездить в нужные стороны. Вот этот блок и называют блоком ЧПУ — числового программного управления.
Каждый блок ЧПУ соединён со всеми основными частями станка, чтобы ими можно было управлять или контролировать их состояние. Например, в токарном станке ЧПУ будет следить:
- за скоростью вращения заготовки,
- направлением вращения,
- положением резцов,
- температурой режущей кромки,
- температурой детали,
- силой нажима резца на деталь,
- перемещениями резцов и направляющих.
Блоки ЧПУ нужны для того, чтобы автоматизировать работу станка. Ты программируешь, что куда должно ездить и как вращаться, а станок это исполняет.
Что на производстве можно запрограммировать
Запрограммировать можно всё, в чём есть блок ЧПУ — хоть станок для работы по дереву, хоть установку для лазерной резки, хоть манипулятор с точечной сваркой. Главное, чтобы нужные части производственного агрегата были снабжены приводами и датчиками.
Привод — это то, что заставляет что-либо двигаться. Например, чтобы сделать роборуку, нужно 5–6 приводов, которые будут приводить в движения сочленения роборуки. Приводу можно сказать: «Разогнись на столько-то градусов» или «Повернись так-то», и он будет приводить в движение то, что к нему присоединено.
Датчик — это штука, которая собирает какие-то данные. Например, скорость вращения, температуру, нажим, угол сгиба. Благодаря датчикам можно сказать: «разгибай привод такой-то, пока не почувствуешь датчиком нажима такую-то силу нажима».
Как пишутся программы для ЧПУ
Есть два варианта: автоматически создать программу из макета детали или написать её с нуля.
Чаще всего используют первый вариант — сначала рисуют в деталь в 3D (для этого есть специальный софт), а потом программа сама формирует нужный код для станка, чтобы получилась нарисованная деталь. Минус такого подхода в том, что код может получиться неоптимальным: будет выполняться слишком долго или в процессе получается много отходов.
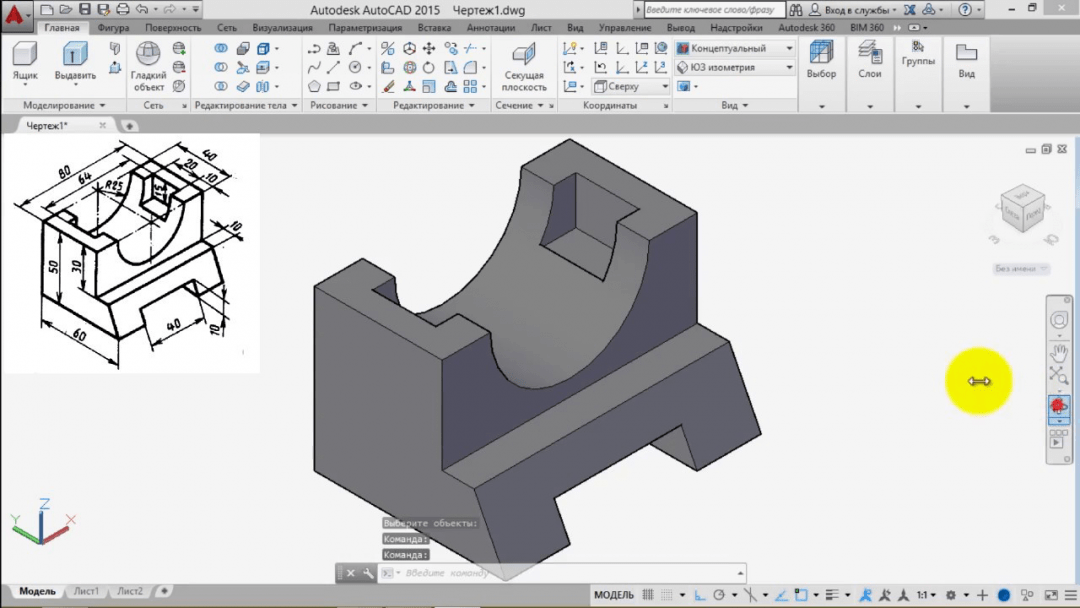 Трёхмерная модель детали, на основе которой будет сгенерирован код для станка.
Трёхмерная модель детали, на основе которой будет сгенерирован код для станка.
Второй подход — написать программу вручную с нуля. Для этого нужно идеально знать все параметры станка и возможные состояния каждого датчика. Это сложнее, зато даёт больший контроль над тем, как изготавливается деталь.
На практике обычно делают так: рисуют трёхмерную модель, выгружают на основе неё код для ЧПУ, а потом дорабатывают его, если требуется.
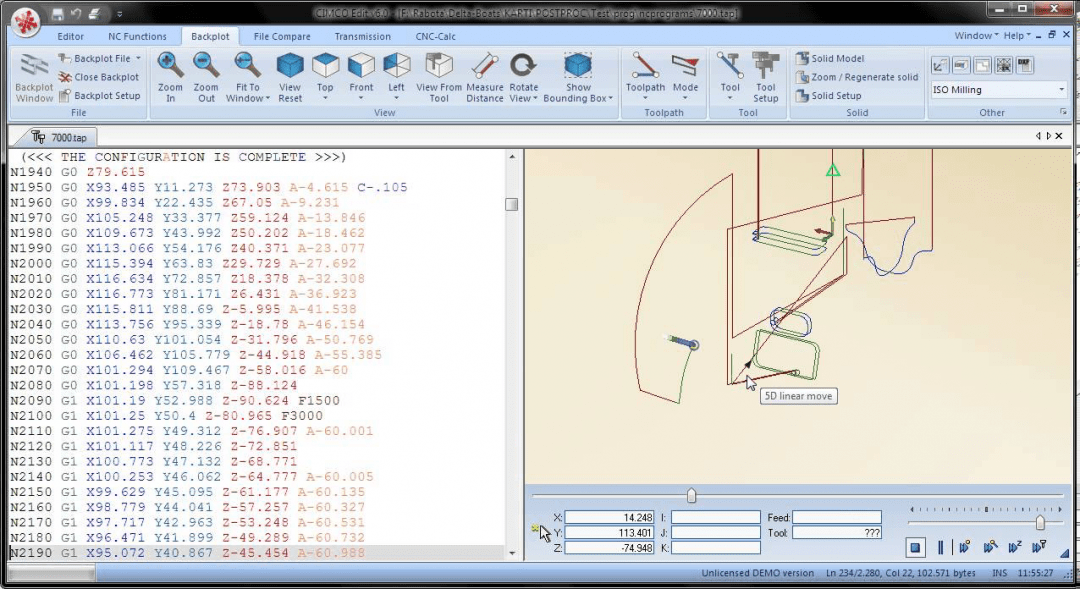 Программа сгенерировала код для станка, который можно сразу поправить, если нужно.
Программа сгенерировала код для станка, который можно сразу поправить, если нужно.
На чём пишут такие программы
Код для станков с ЧПУ пишут на языке программирования G-code. Это относительно общий стандарт для всех станков с ЧПУ, но детали, коды и последовательности у разных производителей отличаются. Проще говоря, нельзя просто так перенести программу со станка одной фирмы и запустить на станке другой фирмы — команды могут не совпасть.
Язык G-code так называется потому, что в нём почти все команды начинаются с буквы G, за которой идут числа — команды для станка. Ещё есть буква M — она используется для обозначения дополнительных кодов и O — для подпрограмм. Но это деление условно и может меняться у каждого производителя станков.
Как выглядит программа для ЧПУ
Если мы заглянем в код, то увидим такое:
N1 G17 G20 G34 G40
N2 T1 M16
N3 S8600 M2
N4 G54
N5 M8
…
N-код отвечает за номер строки — они могут пригодиться, если нам нужно перепрыгнуть на какую-то определённую строку или пропустить часть команд. M отвечают за детали, например, команда N3 S8600 M2 означает, что нужно раскрутить рабочий шпиндель (за него отвечает M2) до скорости 8600 оборотов в минуту (команда S8600).
Так команда за командой станок выполняет определённые действия, и на выходе получается нужная нам деталь.
Особенность программирования станков
В отличие от компьютера, где для каждой программы и переменной выделяется новый и пустой участок памяти, в станках всё по-другому. Дело в том, что программа в момент запуска не знает, в каком положении находятся резцы, закреплены ли направляющие и так далее. Если просто запустить программу без подготовки, ЧПУ, например, может подвинуть ещё левее резец, который и так находится в самом левом положении, и тогда может сломаться привод или крепление резца.
Чтобы такого не было, перед каждым запуском в программу встраивают команды обнуления и инициализации, чтобы каждый элемент вернуть в исходное положение. Это лучше, чем просто проверить, что где находится — после обнуления мы точно будем знать, что все элементы станка находятся в известной нам позиции и программа сможет с ними правильно работать.
Также важно понимать, что станки работают с живым материалом: металлом, деревом, акрилом, камнем и т. д. Материал несовершенен, может иметь внутренние дефекты, может плавиться и трескаться. Резцы и шпиндели тоже сделаны из каких-то материалов, у которых есть пороги нагрева, прочности и скорости. Если в компьютерном коде ошибиться и вызвать переполнение памяти, то компьютер просто зависнет. Ты его перезагрузишь, и всё. А у станка можно сломать резец или повредить шпиндель. А стоит это хозяйство будь здоров.
Получается, это такое же программирование и алгоритмы, как и на других языках?
Независимо от того, программируем ли мы сервер или станки на заводе, в основе всего лежат алгоритмы: логика работы, переменные, циклы, подпрограммы и проверки условий. Поэтому если вы знаете, как устроены алгоритмы и можете программировать на любом языке программирования, то и освоить программирование для ЧПУ будет намного проще.
Где брать программы для выполнения различных работ на фрезерном станке с ЧПУ
Станки с числовым программным управлением положительно влияют на производительность и точность всех проводимых технологических процессов.
Для полноценного функционирования оборудования с ЧПУ необходима специальная программа, при помощи которой система будет получать необходимые команды.
Общие сведения о программах для фрезерных станков по дереву или металлу
Для работы станка с числовым управлением необходим ЗD редактор. При создании простейших изделий можно обойтись и без этого софта. Для объемных деталей есть свои виды программ, с последующим преобразованием. ПО напрямую зависит от используемой операционной системы.
Их предназначение
Главным достоинством программ управление является создание продукции высокого качества, с наименьшим человеческим участием. Это позволяет снизить затраты на человеческий труд, а также максимально автоматизировать производство. Один оператор может обслуживать сразу несколько станков.
По сути, оператору достаточно запустить программу и наблюдать за выполнением команд. Программное обеспечение включает в себя программу для компьютерного моделирования и непосредственно управляющий софт.
Существующие виды
На данный момент существует 3 наиболее распространенных вида программ для фрезерных станков с ЧПУ:
- CAD программы и программы 3d моделирования.
- САМ программы.
- CNC программы и системы.
CAD программы и программы 3D моделирования помогут на крупных производствах, где все начинается с чертежа и эскиза будущей детали. Здесь понадобятся точные расчеты, которые автомат произведет намного лучше, чем любой человек.
САМ программы помогают подобрать инструмент, оснастку, исходя из данных, которые есть на чертежах. Они же генерируют управляющую программу для обработки детали на фрезерных или токарно-фрезерных станках. CNC ПО и системы предназначены для воплощения систем разработки на станках с ЧПУ. По сути, это программа управления станком.
Все программы делятся на дискретные и контурные.
- Дискретные позволяют выполнять базовые функции и устанавливаются на станки, предназначенные для простой обработки деталей.
- Контурные обрабатывают сложные заготовки и применяются для агрегатов токарного и фрезерного типа с широкими функциональными возможностями.
На производстве, где работают станки с ЧПУ используется множество различного программного обеспечения, но чаще всего используется наиболее распространенный управляющий софт – G-код. Это условное наименование языка программирования. Он был введен в 1960 году. Окончательная доработка произошла в 80-е годы.
Производители программных систем используют этот код как базовую систему. При этом расширяют ее по своему усмотрению. Продукт, написанный при помощи G-кода, отличается жесткой структурой. Команды по управлению объединены в группы, который состоят из одной или нескольких команд.
Основные команды начинаются с буквы G:
- команды для перемещения рабочего инструмента с заданной скоростью;
- типовые последовательности, например, расточка отверстий или фрезерование;
- управление параметрами инструмента.
Технологические команды начинаются с буквы М.
От Vectric
Программы от Vectric сочетают в себе мощность и простоту в обращении. Легко позволяет работать с графическим изображением, создавать точный набор команд для работы со станком ЧПУ.
CUT2D
Это обеспечение создано для расчета 2D траекторий при фрезеровании, а также для операций по гравировке, вырезании. Программа снабжена специальными инструментами для выполнения целого цикла технологических операций.
Есть возможность добавления границ, масштабирования, а также конвертации изображения из разных форматов в векторный рисунок. Редактирование изображения при помощи CUT2D занимает минимальное количество времени.
CUT3D
Это обеспечение для работы с 3D моделями. Отлично подходит для токарного оборудования. Успешно сочетается с моделями, которые подготовлены в графических редакторах AutoCAD, Rhino3D, 3D Studio, а также с использованием лазерного сканера или сенсора. Основное преимущество – удобный интерфейс с пошаговыми инструкциями, позволяющий загрузить модель, задать размеры, просмотреть примерный результат работы.
VCARVE
Используется как простое и понятное обеспечение для агрегатов по дереву. Сюда относятся инструменты для 2D дизайна, для траекторий движения станочного шпинделя, а также функция импорта нескольких 3 D моделей. Панель содержит большое количество возможностей, чтобы настроить самые разные параметры.
PHOTOVCARVE
С использованием этой программы есть возможность выполнять гравировальные работы, доступные до этого только при наличии лазерной системы. При работе изображение или фотография превращается в набор команд для станка. Сочетается практически со всеми форматами изображений.
Aspire
Позволяет превращать 2 D эскизы, фотографии, рисунки и картинки в различные объемные 3D модели. Имеет интуитивно понятный интерфейс, а также уникальный набор инструментов для 3 D моделирования, редактирования и дизайна.
ArtCAM
ПО ArtCAM представляет собой набор продуктов для моделирования и проектирования, а также проводит на агрегате с числовым управлением автоматическую обработку. В пакет данного ПО входят инструменты, позволяющие создавать разные виды пространственных рельефов. Применяют ArtCAМ на обувной, мебельной промышленности, для создания форм и изделий из пластика.
ПО обладает следующими функциями:
- создает текстуры для шлифовального оборудования;
- использует 3Д шаблоны для изготовления простейших конструкций;
- самостоятельно генерирует 3D модели из 2D рисунков;
- набор инструментов для создания и редактирования векторных и растровых изображений;
- большое количество стратегий обработки позволяет выбрать оптимальный путь обработки разной сложности.
Это ПО доступно для пользователей с наименьшими базовыми навыками.
Программное обеспечение SprutCAM для фрезера с ЧПУ
Это отечественный вариант ПО. Применяется, чтобы создать управляющее ПО для большинства операций по обработке заготовок на станках с ЧПУ и центрах обработки. Снабжен полным набором инструментов для работы с высокой производительностью на разных вариантах производства. Имеет несколько вариантов стратегий, базовый набор постпроцессоров, богатым хранилищем с кинематическими схемами.
Программа для станка с ЧПУ зависит от задач, которые на нем будут выполнять, а также особенностей производства. Но большинство перечисленного ПО является универсальным обеспечением с широкими возможностями. Они совместимы с разным видом оборудования и компьютерной техникой.
Составление программы для токарного станка ЧПУ с примером
Для того чтобы обработать деталь на станке с ЧПУ, требуется составить программу, которая представляет собой группу команд, которые выражаются в цифровых параметрах, токарным и фрезерным машинам задается план работы.
- Система координат
- Рабочий процесс
- Пример программы
Для того чтобы обработать деталь на станке с ЧПУ, требуется составить программу, которая представляет собой группу команд, которые выражаются в цифровых параметрах, фрезерным машинам задается план работы.
Разработка плана действий машин с ЧПУ начинается с построения координатных лучей, на которых с помощью числового кода распределяются точки, по ним будет проводиться действие рабочих элементов. Созданием управляющей программы для фрезерного станка занимается инженер-программист.
Система координат
Составление программы для токарной и фрезерной машины требует определенных знаний. Для станков с цифровым управлением программу нужно составлять на декартовой координатной системе, которая включает в себя три луча, исходящие из одного центра и расположенные в пространстве перпендикулярно друг другу. Направление координатных осей задает программу для движения режущего элемента. Оси X, Y, Z распределяют в пространстве согласно определенным правилам:
- Z – совмещается с осью движения шпинделя, она направляется от крепежного элемента обрабатываемой детали к режущему элементу, она направляется как вертикально, так и горизонтально;
- ось Х представляет собой горизонтальный луч, при горизонтальном положении оси Z, ось Х пролегает вправо от левого края передней части станка, где располагается пульт, если же она лежит вертикально, то Х направляется вправо относительно токарному станку, его передней плоскости, если повернуться к ней лицом;
- чтобы определить положение оси Y, ось Х поворачивают на 90 градусов относительно оси Z.
Точка пересечения лучей является началом отсчета. Чтобы на координатной системе задать точку, следует отметить ее числовое выражение на каждом луче.
Рабочий процесс
В ходе фрезерования приходится оперировать сразу несколькими системами координат, предполагается наличие нескольких центров. Управляющая программа для станков – это сложная система, ее написание – ответственный процесс. Рабочий процесс определяется следующими точками:
- нулевая точка (М), она задается производителем и не подлежит изменению;
- нулевая точка (R), ее координаты постоянны, в момент включения машины инструмент должен располагаться в начальной точке;
- нулевая точка закрепляющего элемента инструмента (N) также неизменна, ее задает производитель, в момент отладки машины, верхняя часть режущего элемента, зафиксированного в держателе, замеряется и выставляется в нулевой точке;
- нулевая отметка заготовки (W) на станке имеет свободное расположение, оно зависит от того, какой вид обработки будет произведен, W может меняться, если деталь нужно будет обработать с обеих сторон;
- точка замены (Т), в этой точке производится замена инструментов, параметры задает программист, если устройство смены инструмента имеет вид револьверной головки, также она может быть постоянной, если фрезерный станок оснащен системой для автоматической смены инструмента.
Центр координатной системы является начальным пунктом. Современные токарные и фрезерные обрабатывающие системы работают по специальной программе. Программное обеспечение создается программистами-инженерами, при их составлении следует учесть специфику предстоящей работы.
Пример программы
Ознакомление с программами для работы со станками позволить понять процесс точения, научиться обработке деталей на фрезерных машинах. В качестве примера можно использовать фрагмент программы для станков с ЧПУ, которая составлена для обработки детали, устанавливаемой на станок. Требуется на токарных станках получить деталь с радиусом в 50 и уступом – 20 мм. В левой колонке указание программного кода, а в правой его расшифровка. Обработка детали производится согласно следующему примеру:
- N20 S1500 M03 – шпиндель, работающий со скоростью 1 500 оборотов в минуту, движение по часовой стрелке;
- N25 G00 X0 ZO – начало работы;
- N30 X20 – отход режущего инструмента по заданным параметрам;
- N40 G02 X60 Z – 40/50 F0,5 – движение резца по указанным в программе координатам;
- N50 G00 Z0 X0 – перемещение в исходное положение;
- M05 – выключение шпинделя;
- М30 – стоп программа.
Перед началом работы проводится подготовка: резец фиксируют в начальной точке заготовочного элемента, затем потребуется обнулить параметры. Примеры программ позволяют понять, как работает система, как они управляют машиной.
Ознакомление с примерами управляющих программ поможет начинающему программисту познать азы управления станком.
Токарный и фрезерный станки с софт управлением представляют собой программу, которая характеризуется технологической гибкостью. Это свойство позволяет по окончании обработки одной детали мгновенно перейти к обработке следующего изделия. Для того чтобы станок начал точение, программисты должны написать программу, где информация закодирована в числовом виде. На примере программы для токарного станка с ЧПУ, можно проследить, как работает система. Управляющие программы влияют на качество работы, к их составлению стоит подходить со всей ответственностью. Современная токарная и фрезерная машина функционирует только на основе программ. Лидером автоматизированного оборудования является японская компания Фанук.





