Доводка и притирка — технология, инструменты, материалы

Доводка-притирка является одним из самых точных методов обработки поверхности. Она выполняется свободными абразивными зернами, которые в смеси со связующей жидкостью наносятся на рабочую поверхность притира, производящего обработку поверхности.
Специальные приспособления и материалы
Как уже говорилось выше, чтобы осуществить притирку или доводку, необходим специальный инструмент, который называется притир. По форме рабочей поверхности, такие приспособления делятся на следующие типы:
- притирочный инструмент плоского типа;
- с внутренней поверхностью цилиндрического типа;
- с наружной цилиндрической поверхностью;
- инструмент конического типа.
Пневматическая притирочная машинка для доводки клапанов
Выбирая материал для изготовления притирочного инструмента, обращают внимание на то, чтобы его твердость была значительно ниже, чем твердость материала изготовления обрабатываемой детали. Обусловлено это требование тем, что абразивный порошок или паста, с использованием которых выполняют притирку, могли удерживаться материалом инструмента. Так, наиболее распространенным сырьем для изготовления такого приспособления является:
- серый чугун;
- медь;
- свинец;
- сталь мягких сортов;
- различные породы дерева;
- другие металлы и неметаллические материалы.
Специальные притиры для гильз оптических прицелов
Для выполнения предварительных и финишных притирочных операций используется инструмент как различной конструкции, так и изготовленный из всевозможных материалов. Например, для выполнения предварительных операций, когда используется абразивный материал более крупной фракции, применяется инструмент из более мягких материалов. На рабочей поверхности его предварительно нарезаются канавки для удерживания абразива, глубина которых составляет 1–2 мм. Окончательная обработка изделий, выполняемая при помощи мелкодисперсного абразива, осуществляется приспособлением, рабочая поверхность которого совершенно гладкая. Материалом изготовления инструмента для выполнения финишных операций, преимущественно служит чугун. При помощи притирочных инструментов, которые изготовлены из свинца и дерева, поверхностям обрабатываемых деталей придается блеск.
Комплект для ручной притирки, состоящий из чугунных притиров и алмазной пасты различной зернисности
Абразивный порошок является основным материалом, который обеспечивает эффективность и качество выполнения притирки. Такие порошки, в зависимости от материала изготовления, делятся на твердые (твердость материала выше, чем у закаленной стали) и мягкие (их твердость ниже, чем у закаленной стали). Для изготовления порошков первого типа используют корунд, карбокорунд и наждак, а второго — окись хрома, венская известь, крокус и др. По степени зернистости абразивные порошки также подразделяются на несколько категорий. Отличить порошки и пасты разных категорий друг от друга можно даже по их цвету. Так, пасты, основу которых составляет крупнозернистый порошок, имеют светло-зеленый цвет, средней зернистости — темно-зеленый, пасты с мелкодисперсным порошком — зеленовато-черный.
Наиболее известной разновидностью паст последнего типа, при помощи которых выполняют финишные притирочные операции, является паста ГОИ.
Многие домашние мастера, занимающиеся слесарным делом, самостоятельно изготавливают порошки и пасты для выполнения притирки. Сделать это достаточно несложно: для этого необходимо тщательно измельчить куски наждачного круга в массивной ступке, а после этого полученный порошок просеять через сито с очень мелкими ячейками.
Паста ГОИ используется для доводки металлических, стеклянных и пластиковых поверхностей
На эффективность и качество выполнения притирки, кроме используемого оборудования и абразивного материала, серьезное влияние оказывает применяемый смазочный материал. В качестве такого материала могут использоваться различные вещества:
- скипидар;
- минеральное масло;
- керосин;
- животные жиры;
- спирт или авиационный керосин.
Два последних вещества применяются в тех случаях, когда к качеству выполнения притирки предъявляются повышенные требования.
Притирка. Доводка
Притиркой называется обработка деталей, работающих в паре, для обеспечения наилучшего контакта их рабочих поверхностей.
Доводка – это чистовая обработка деталей с целью получения точных размеров и малой шероховатости поверхностей.
Притирка и доводка осуществляются абразивными порошками или пастами, наносимыми на обрабатываемые поверхности, или специальный инструмент — притир.
Припуск на притирку составляет 0,01-0,02 мм, на доводку – 0,001-0,0025 мм.
Точность притирки – 0,001-0,002 мм. Доводка обеспечивает точность по 5-6 квалитетам и шероховатость до Rz 0,05.
Притирочные материалы:
Абразивные материалы (абразивы) – это мелкозернистые кристаллические порошкообразные или массивные твёрдые тела, применяемые для механической обработки материалов.
Абразивы делятсяна природные и искусственные, и различаемые по твёрдости.
Твёрдые естественные абразивные материалы – это минералы, содержащие оксид алюминия (наждак) и оксид кремния (кварц, кремень, алмаз).
Твёрдые искусственные абразивы – получают в электропечах, имеют высокую твёрдость и однородность состава. К ним относятся: электрокорунды — нормальный (1А); белый (2А); хромистый (3А); монокорунд (4А); карбиды кремния (карбокорунд) зелёный (6С); чёрный (5С); карбид бора (КБ); кубический нитрид бора (КБН); эльбор (Л); алмаз синтетический (АС). Применяют при обработке чугуна, хрупких и труднообрабатываемых материалов.
Мягкие абразивные материалы – микро порошки М28, М20, М14, М10, М7, М5 и пасты ГОИ. Применяются для окончательных доводочных работ.
Алмазные пасты — природные и синтетические имеют двенадцать зернистостей делящихся на четыре группы имеющих каждая свой цвет:
— крупной зернистости (АП100, АП80, АП60) красного цвета;
— средней зернистости (АП40, АП28, АП20) зелёного цвета;
— мелкой зернистости (АП14, АП10, АП7) голубого цвета;
— тонкой зернистости (АП5, АП3 и АП1) жёлтого цвета.
Алмазные пасты применяют доля притирки и доводки изделий из твёрдых сплавов, сталей, стекла, рубина, керамики.
По консистенции алмазные пасты делятся на твёрдые, мазеобразные и жидкие.
Смазывающие материалы для притирки и доводки способствуют ускорению этих процессов, уменьшают шероховатость, а также охлаждают поверхность детали. Для притирки (доводки) стали и чугуна чаще применяют керосин с добавкой 2,5% олеиновой кислоты и 7% канифоли, что значительно повышает производительность процесса.
Доводку выполняют специальным инструментом – притиром, форма которого должна соответствовать форме обрабатываемой поверхности.
Плоские притиры представляют собой чугунные плиты, на которых доводят плоскости. Плоский притир для предварительной обработки имеет канавки глубиной и шириной 1…2мм, расположенные на расстоянии 10-15 мм, в которых собираются остатки абразивного материала. Притиры для окончательной доводки делают гладкими.
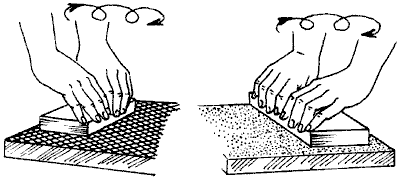
Притирка плоских поверхностей: а – предварительная; б – окончательная.
Цилиндрические притиры применяют для доводки цилиндрических отверстий. Такие притиры бывают нерегулируемыми и регулируемыми. Регулирование диаметра притира осуществляют гайками.

Шаржирование притиров твёрдым абразивным материалом. Существует два способа – прямой и косвенный.
При прямом способе абразивный порошок вдавливают в притир до работы. Круглый притир диаметром более 10 мм шаржируют на твёрдой стальной плите, на которую насыпан тонким, ровным слоем абразивный порошок.
После шаржирования с притира удаляют остаток абразивного порошка волосяной щёткой, притир слегка смазывают и применяют для работы.
Косвенный способ заключается в покрытии притира слоем смазки, на которую затем посыпают абразивным порошком.
Прибавлять новый абразивный порошок во время работы не следует, так как это ведёт к снижению точности обработки.
Материалы притиров:
Притиры изготовляют из чугуна, бронзы, меди, свинца, стекла, фибры и твёрдой древесины, дуб, клён и т.п. Для доводки стальных деталей рекомендуется изготовлять притиры из чугуна средней твёрдости (НВ 100-200), для тонких и длинных притиров используют стали Ст2 и Ст3 (НВ 150-200). Стальные притиры изнашиваются быстрее, чем чугунные, поэтому смазываются пастами ГОИ с целью получения зеркальной поверхности.

Приёмы притирки и доводки:
Для производительной и точной притирки необходимо правильно выбирать и строго дозировать количество абразивных материалов, а также смазки. При притирке необходимо учитывать давление на притираемые детали. Обычно давление при притирке составляет 150-400кПа (1,5-4кгс/см ). При окончательной притирке давление надо уменьшать.
Доводка плоских поверхностей обычно производится на неподвижных чугунных доводочных плит. Доводка на плитах даёт очень хорошие результаты, поэтому на них обрабатывают детали, требующие высокую точность обработки (шаблоны, калибры, плитки и т.п.).
Предварительную доводку ведут на плите с канавками, а окончательную – на гладкой плите на одном месте, используя лишь остатки порошка, сохранившегося на детали от предыдущей операции.
Притирка: а — плоский притир с канавками; б- плоский притир без канавок.
Контроль качества доводки:
После доводки поверхности проверяют на краску (на хорошо доведённой поверхности). Плоскость при доводке контролируют лекальной линейкой с точностью 0,001мм. Следует иметь в виду, что во избежание ошибок при контроле все измерения надо проводить при 20 С.
Самым популярным средством для полировки, пожалуй, можно назвать пасту «ГОИ», поскольку применять ее можно на самых разных поверхностях, начиная от грубых металлов и заканчивая стеклом и мягким пластиком дисплеев мобильных телефонов.
Паста «ГОИ» классифицируется:
Полировка пастой «ГОИ» может осуществляться с помощью 3 сортов пасты: грубой, средней и тонкой.
Грубая паста в составе своем имеет около 81 части окиси хрома, 5 – жира, 10 – стеарина, 2- керосина и 2 – силикагеля. Она имеет светло-зеленый оттенок, она наиболее эффективна по объемам снимаемого материала, придавая матовую поверхность. Таким видом пасты удаляют мелкие царапинки, оставшиеся на поверхностях после обработки их разными абразивными материалами (например, после шлифования).
Средняя паста состоит из 76 частей окиси хрома, 2 – силикагеля, 10 – жира, 10 – стеарина, 2- керосина; имеет чисто-зеленый цвет и дает возможность добиться чистой поверхности и ровного блеска.
Тонкая паста изготавливается из расчета 74 частей окиси хрома, 2 – керосина, 1,8 – силикагеля, 10 – стеарина, 0,2 – питьевой соды (двууглекислой), она имеет темно-зеленый и черно-зеленый оттенки и используется для доводки (тонкой притирки), придавая зеркальный блеск.
Помимо данной классификации, пасту «ГОИ» делят и по номерам, в зависимости от размеров абразивных частиц: №4 – грубая, для удаления царапин и придания матовой поверхности, №3 – средняя, для чистой поверхности без штрихов; №№ 1и 2 – тонкая, для чистой полировки, правки, зеркального блеска и доводки разного инструмента.
Механизированный инструмент:
В процессе ручной и механизированной притирки, как и при выполнении других слесарных операций, необходимо строго соблюдать правила техники безопасности:
— Так, при ручной притирке не следует слишком быстро перемещать деталь, так как она может упасть и травмировать работающего. Притираемую деталь в закрепленном в тисках притире нельзя ударять о губки тисков, в противном случае возможны ущемления пальцев и порча детали.
— Не разрешается держать руки вблизи вращающегося притира. Нажим на притираемую поверхность нужно осуществлять плавным последовательным усилием. При работе притиром, укрепленным в механизированном инструменте, нужно следить за тем, чтобы не было биения притира. Кроме того, он не должен иметь трещин, неравномерных выработок и других неисправностей.
— Обрабатываемые детали или притиры необходимо крепить в механизированном инструменте правильно и устойчиво, чтобы исключалось их смещение во время работы. Нельзя очищать притираемую поверхность голыми руками; для этого нужно пользоваться чистыми тряпками и ветошью.
— Следует помнить, что сухая обработка деталей притирами сопряжена с образованием большого количества пыли, поэтому рекомендуется работать в предохранительных очках, пользоваться защитными устройствами для отсасывания пыли и т. д.
Притирка и доводка – точная подгонка ответственных деталей
Наиболее эффективной технологической операцией, позволяющей довести поверхность деталей из металла до идеального состояния, является притирка. Детали, поверхность которых была подвергнута такой процедуре, могут образовывать герметичные или плотно движущиеся соединения. Необходимость в формировании подобных соединений и, соответственно, в технологической операции, выполняемой при помощи специального инструмента и материалов, имеется во многих сферах деятельности.
Доводка лезвия рубанка на притирочных брусках
Суть технологии
Притирка, благодаря которой можно получить поверхности с требуемой степенью шероховатости и с заданными отклонениями, предполагает снятие с обрабатываемой детали тонкого слоя металла, для чего в отличие от доводочной операции шабрения, используются не только инструменты, но и мелкодисперсные абразивные порошки или пасты. Абразивный материал, при помощи которого выполняется такая обработка, может наноситься как на поверхность детали, так и на специальное приспособление, которое называется притир.
Притирка, выполняемая с медленной скоростью и при помощи постоянно меняющих направление движений, позволяет не только уменьшить шероховатость поверхности до требуемой величины, но и значительно улучшить ее физико-механические характеристики.
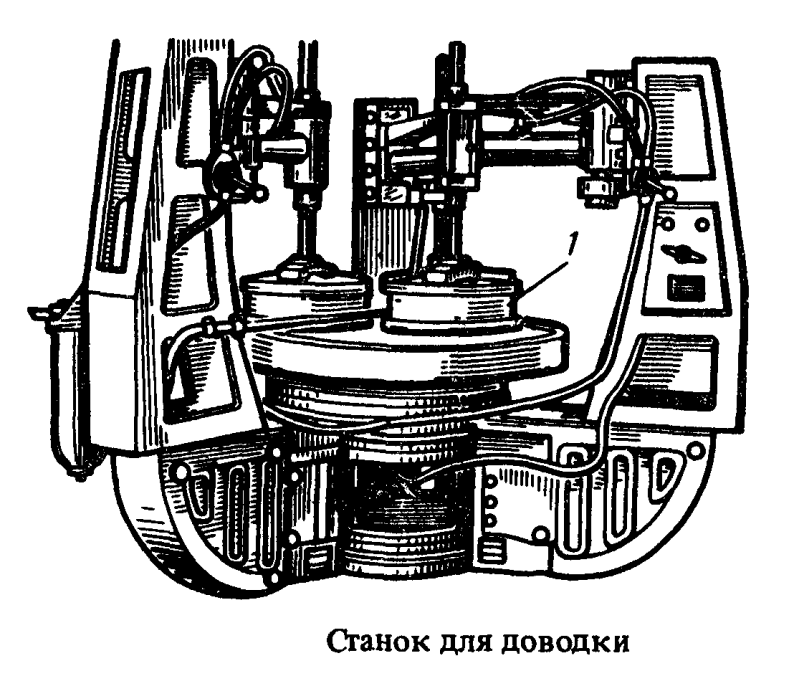
Притирку, которую часто называют и доводка, можно выполнять различными способами. Так, детали сложной конфигурации, изготавливаемые в единичных экземплярах, обрабатывают полностью вручную, а для притирки изделий, выпускаемых мелкими сериями, используют полумеханический способ. При этом подача детали в зону обработки осуществляется вручную, а саму притирку выполняют при помощи механических устройств. При производстве деталей крупными сериями и в массовом порядке не обойтись без такого устройства, как притирочный станок, при помощи которого и выполняют доводочные операции.
Положение рук при притирке металлических поверхностей
Специальные приспособления и материалы
Как уже говорилось выше, чтобы осуществить притирку или доводку, необходим специальный инструмент, который называется притир. По форме рабочей поверхности, такие приспособления делятся на следующие типы:
- притирочный инструмент плоского типа;
- с внутренней поверхностью цилиндрического типа;
- с наружной цилиндрической поверхностью;
- инструмент конического типа.
Пневматическая притирочная машинка для доводки клапанов
Выбирая материал для изготовления притирочного инструмента, обращают внимание на то, чтобы его твердость была значительно ниже, чем твердость материала изготовления обрабатываемой детали. Обусловлено это требование тем, что абразивный порошок или паста, с использованием которых выполняют притирку, могли удерживаться материалом инструмента. Так, наиболее распространенным сырьем для изготовления такого приспособления является:
- серый чугун;
- медь;
- свинец;
- сталь мягких сортов;
- различные породы дерева;
- другие металлы и неметаллические материалы.
Специальные притиры для гильз оптических прицелов
Для выполнения предварительных и финишных притирочных операций используется инструмент как различной конструкции, так и изготовленный из всевозможных материалов. Например, для выполнения предварительных операций, когда используется абразивный материал более крупной фракции, применяется инструмент из более мягких материалов. На рабочей поверхности его предварительно нарезаются канавки для удерживания абразива, глубина которых составляет 1–2 мм. Окончательная обработка изделий, выполняемая при помощи мелкодисперсного абразива, осуществляется приспособлением, рабочая поверхность которого совершенно гладкая. Материалом изготовления инструмента для выполнения финишных операций, преимущественно служит чугун. При помощи притирочных инструментов, которые изготовлены из свинца и дерева, поверхностям обрабатываемых деталей придается блеск.
Комплект для ручной притирки, состоящий из чугунных притиров и алмазной пасты различной зернисности
Абразивный порошок является основным материалом, который обеспечивает эффективность и качество выполнения притирки. Такие порошки, в зависимости от материала изготовления, делятся на твердые (твердость материала выше, чем у закаленной стали) и мягкие (их твердость ниже, чем у закаленной стали). Для изготовления порошков первого типа используют корунд, карбокорунд и наждак, а второго — окись хрома, венская известь, крокус и др. По степени зернистости абразивные порошки также подразделяются на несколько категорий. Отличить порошки и пасты разных категорий друг от друга можно даже по их цвету. Так, пасты, основу которых составляет крупнозернистый порошок, имеют светло-зеленый цвет, средней зернистости — темно-зеленый, пасты с мелкодисперсным порошком — зеленовато-черный.
Многие домашние мастера, занимающиеся слесарным делом, самостоятельно изготавливают порошки и пасты для выполнения притирки. Сделать это достаточно несложно: для этого необходимо тщательно измельчить куски наждачного круга в массивной ступке, а после этого полученный порошок просеять через сито с очень мелкими ячейками.
Паста ГОИ используется для доводки металлических, стеклянных и пластиковых поверхностей
На эффективность и качество выполнения притирки, кроме используемого оборудования и абразивного материала, серьезное влияние оказывает применяемый смазочный материал. В качестве такого материала могут использоваться различные вещества:
- скипидар;
- минеральное масло;
- керосин;
- животные жиры;
- спирт или авиационный керосин.
Два последних вещества применяются в тех случаях, когда к качеству выполнения притирки предъявляются повышенные требования.
Распространенные дефекты притирки и способы их устранения
Инструменты и приспособления
Наиболее распространенным приспособлениям для выполнения доводочных операций является притирочная плита, которая, как уже говорилось выше, может быть изготовлена из различных материалов. На выбор типа и материала изготовления такой плиты, являющейся достаточно универсальным приспособлением, оказывают влияние как особенности обрабатываемых деталей, так и требования к качеству притираемой поверхности. Среди всех типов плит наибольшее распространение получили изделия, изготовленные из марок чугуна, твердость которого (по HB) находится в интервале 190–230 единиц.
Промышленный притирочный стол
На конструкцию и размеры плиты или притирочного инструмента другого вида оказывают влияние как конструктивные особенности обрабатываемых изделий, так и тип обработки: черновая или чистовая. Именно плиты как приспособление для выполнения притирки используются для обработки плоских поверхностей. При этом, как уже говорилось выше, на поверхность плит, применяемых для выполнения черновых операций, наносятся специальные канавки, которые могут иметь и спиралевидную конфигурацию. Такие канавки не только удерживают в зоне притирки абразивный материал, но и выводят из нее отходы.
Естественно, что выполнить при помощи плиты притирку цилиндрических поверхностей, отверстий и деталей со сложной конфигурацией, не представляется возможным. Поэтому для таких целей изготавливают приспособление, форма которого оптимально подходит для обработки детали определенной конфигурации. Так, это могут быть притирочные инструменты круглой, цилиндрической, кольцевой, конической, дисковой конфигурации и др. В частности, притирка отверстий выполняется приспособлением, которое изготавливается в виде втулок, фиксируемых на специальных оправках.
Инструмент, при помощи которого выполняются притирочные операции, также подразделяется на нерегулируемый и регулируемый. Приспособление второго типа является более универсальным, его конструкция, состоящая из разрезной рабочей части, конуса и раздвижного устройства, предусматривает возможность изменения его диаметра.
Для обработки деталей цилиндрической формы, совершенно не обязательно использовать специализированный притирочный станок, для этого вполне подойдет универсальное токарное или сверлильное оборудование. Обрабатываемая деталь в таких случаях может фиксироваться в центрах или патроне оборудования, в зависимости от того, какую часть ее поверхности необходимо притереть.
Использование ручного шлифовально-притирочного станка при ремонте плоскоседельной арматуры
Станки, которые изначально разработаны для осуществления притирки, подразделяются на оборудование общего назначения и специализированные модели. На станках общего назначения, которые могут быть оснащены одним или двумя притирочными инструментами, преимущественно обрабатываются детали с плоскими и цилиндрическими поверхностями. Более мелкие детали при обработке на таких станках в свободном состоянии помещаются в специальный сепаратор, где они проходят притирку, располагаясь между двумя вращающимися притирочными дисками. Крупные же детали фиксируются на станке при помощи специального приспособления и обрабатываются одним абразивным диском.
Плоскопритирочный профессиональный станок Lapmaster, предназначенный для обработки различных материалов, включая металлы и керамику
Более сложными по конструкции и менее универсальными являются специализированные станки, устройство которых специально разработано для выполнения притирки деталей определенной конфигурации: седел клапанов, кулачков распределительных валиков, шеек коленчатых валов, зубчатых колес и др.





