Нагревательные элементы из нихромовой проволоки
Способы, которыми можно нагреть материал в вашем технологическом процессе при помощи проволоки сопротивления, практически безграничны. Чаще всего, когда вы ищете для себя нагревательный элемент, это нагреватель из нихромового сплава.
Причины большой популярности нихромовых нагревателей:
Самый широкий выбор размеров и форм.
Легкость контроля благодаря минимальному изменению сопротивления в зависимости от температуры и срока службы.
Устойчивость к термоциклированию.

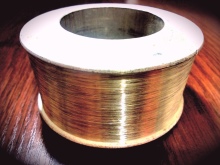
Рис. 1. Передача тепла от нихромовой проволоки к воздуху происходит напрямую, быстро и обеспечивает отличную управляемость.
Формы и размеры
Спираль из неизолированного провода настолько проста, насколько это возможно (рис. 1). Примеры варьируются от фенов до больших воздуховодов с открытой спиралью. Передача тепла от проволоки к воздуху происходит прямо, быстро и обеспечивает отличную управляемость. Убедитесь, что ваш датчик температуры также быстро реагирует и находится рядом с выходным отверстием для воздуха. Во избежание перегорания нагревателя необходимо переключение на быстрое отключение потока. Чтобы свести к минимуму провисание и выдержать перегрев, популярным выбором является никель-хромированная проволока 80/20. Падение давления в нагревателе с открытой спиралью невелико из-за большой доли открытого пространства.
В некоторых инфракрасных нагревателях используются открытые спирали, вставленные в кварцевую трубку – кварцевые ТЭНы, что предотвращает провисание и воздействие оголенного провода. Избегайте использования термина «кварцевый обогреватель» для этой конструкции. Проволока — это нагреватель. Этот термин также неправильно используется для описания большого трубчатого излучающего нагревателя из вольфрама в кварце – галогенной лампы КГТ.

Рис. 2. В обжиговых и муфельных печах может использоваться конструкция с открытой спиралью, но обычно спирали поддерживаются в канавках литой керамической стенки или заделаны в облицовку из керамического волокна.
В печах и сушильных шкафах может использоваться одна и та же конструкция с открытой спиралью, но на этот раз спирали поддерживаются в канавках литой керамической стенки или заделаны в облицовку из керамического волокна (рис. 2). Передача тепла больше излучением, чем конвективная.
Трубчатые нагреватели
Трубчатые нагреватели, обычно называемые ТЭНами, стали универсальным нагревательным элементом в результате широкого распространения в различных бытовых приборах и промышленности (рис. 3). Спираль нагревателя заключена в металлическую трубку, которая плотно набита порошком оксида магния (MgO). Вы видите ТЭНы на плитах, внутри духовок, на погружных нагревателях, вбитыми в пазы плит или отлитыми из алюминия.

Рис. 3. В трубчатых нагревателях спираль нагревателя заключена в металлическую трубку, которая плотно набита порошком оксида магния (MgO).
Важно дать теплу уйти и сделать свое дело, в противном случае провод с уютной изоляцией из MgO быстро перегорит. Воздушные ТЭНы обычно достигают безопасной равновесной температуры, излучая тепло в воздух. Погружные нагреватели легко перегорают, когда они подвергаются воздействию агрессивных жидкостей или когда происходит локальное накопление кальция и других растворенных твердых частиц, которые препятствуют потоку тепла в воду. Обычно на каждом конце нагревателя встроены холодные секции (с низким сопротивлением), чтобы минимизировать тепловую деградацию на концах.
Трубчатые нагреватели предлагаются с выбором материалов оболочки для различных температур и условий окружающей среды. Примерами являются сталь, медь, титан, инколой 800, инколой 840, инконель 600 и нержавеющая сталь 304 и 316.
Нагреватели для машин для обработки пластмасс
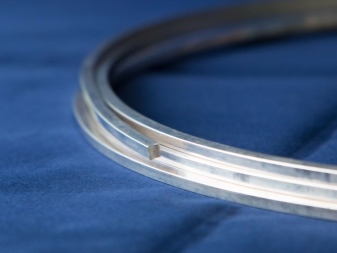
Термопластавтоматы, экструдеры и выдувные машины поглощают тепло за счет теплопроводности. В цилиндрах, соплах и фильерах используются кольцевые или плоские нагреватели с металлической оболочкой, с изоляцией из слюды или керамики (рис. 4). Конструкция кольцевого нагревателя из литого алюминия состоит из двух половин корпуса, часто включающих водяные или масляные трубы для жидкостного охлаждения или ребра для охлаждения обдувом. Для этого типа важна точная обработка до размеров ствола.

Рисунок 4. В цилиндрах, соплах и фильерах используются кольцевые нагреватели с металлической оболочкой, с изоляцией из миканита или керамики.
Оба типа плотно прижимаются к цилиндрической поверхности, которая принимает тепло (обычно цилиндр) и проводит его через толстую стенку, чтобы расплавить полимер.
Для обеспечения максимального теплового потока сопрягаемые поверхности должны быть чистыми и герметичными, без воздушных зазоров. Повторная затяжка в горячем состоянии улучшает тепловой контакт. Неплотная посадка обязательно приведет к перегоранию ТЭНа и недогреву зоны. Рабочая температура проволоки даже при нормальных условиях может быть на 500 o C выше, чем у полимера. У вас есть несколько граммов провода, и вы хотите выгрузить мощность около 5 кВт примерно в 50 кг стального цилиндра ствола, поэтому, чтобы избежать быстрого выгорания провода, вам лучше убедиться, что тепло может попасть туда, куда нужно.
Некоторые кольцевые нагревательные элементы и плоские нагреватели сконструированы как набор из керамических сегментов. Спирали нагревателя пропущены через отверстия в сегментах, и излучение играет роль в передаче тепла. Разливы масла и полимеров в данных нагревателях могут представлять опасность для спиралей под напряжением.
Патронные нагреватели
Патронные трубчатые нагреватели используются в штампах, плитах и пресс-формах. Как и в случае с кольцевыми нагревателями, важны плотное прилегание и хороший тепловой контакт.

В машинах для производства пластиковых пакетов (импульсная сварка) вы можете увидеть одиночную никелево-хромовую проволоку с соответствующей опорой, заменяющую знакомую уплотнительную планку. Проволока или лента получает точную и короткую дозу энергии, которая соответствует количеству тепла, необходимому для создания уплотнения.
Выбор сплава
Если вы делаете этот выбор, вы будете учитывать атмосферостойкость, провисание и рабочую температуру проволоки.
Нихромовые сплавы. Наиболее популярными из нихромов являются два сплава. Первый – это эталонный нихром 80/20. Другой сплав — 60 процентов никеля, 16 процентов хрома и 24 процента железа — считается мировым стандартом для резистивной проволоки в распространенных ТЭНах. Это принятый материал для нагревательных устройств, работающих до 1000 o C. Сюда входят нагревательные блоки со средней температурой, для которых не требуется качество Ni / Cr-80/20, и большинство бытовых нагревательных приборов с питанием от электросети.
Другие сплавы. В дополнение к сплавам NiCr, существует класс сплавов на основе CrAlFe — фехраль, что раздвигает границы температуры проволоки до 1400 о C. Фехралевым спиралям есть место, особенно в муфельных печах для обжига стекла и керамики. Конструкция представляет собой открытую спираль, вложенную в канавки в стенках печи из керамического волокна.
Изменение сопротивления нихрома и фехраля от температуры
Изменение сопротивления от комнатной температуры в рабочем диапазоне может составлять от 4 или 5 процентов до примерно 25 процентов, в зависимости от сплава. Сопротивление очень мало меняется в течение срока службы. Это позволяет легко обнаруживать и предупреждать об отказе одного нагревателя или одного из нескольких нагревателей с параллельным соединением.
Для сплавов, сопротивление которых изменяется значительно выше безопасных рабочих температур, у вас есть возможность обнаружить это изменение с помощью контрольно-измерительных приборов и предотвратить выгорание. Управление обычно осуществляется недорогими электромагнитными или твердотельными контакторами, работающими в режиме пропорционального времени.
Скорость ответа.
Нагреватели, такие как патронные и трубчатые ТЭНы с изоляцией из оксида магния (MgO), имеют тепловую постоянную времени, превышающую 1-2 мин. Здесь приемлемо время цикла около 10 или 20 секунд.
Спиральные излучающие нагреватели в кварцевых трубках (кварцевые излучатели) или огнеупорных керамических панелях (керамические излучатели) и нагреватели с открытой спиралью в воздушных потоках — все нуждаются в быстрой смене циклов или фазовом управлении из-за их быстрой реакции. Медленное переключение может привести к колебаниям температуры процесса в соответствии со временем цикла.
Компания ТЕХНОНАГРЕВ производит нагреватели с проволокой из нихрома или фехраля под заказ с индивидуальными параметрами. Также у нас вы можете приобрести просто нихромовые спирали или фехралевые спирали для печей.
Как соединить прогоревшую нихромовую проволоку
Сварка никелевых сплавов затруднена из-за их чувствительности к примесям, а также они склонны к образованию пор, так как в расплавленном металле хорошо растворяется азот, водород и кислород. Различные легирующие элементы по-разному влияют на образование пор в сварочном шве: титан, хром, ванадий уменьшают образование пор, а марганец, углерод, кремний, железо, наоборот, увеличивают порообразование.
Важной особенностью является то, что при нагревании основной металл не претерпевает структурных превращений и не закаливается, соответственно, подогрев перед сваркой деталей небольшой толщины не производят.
В большинстве случаев в сварочный шов приходится вводить дополнительные легирующие элементы, содержащиеся в присадочной проволоке или в электродах. В связи с этим химический состав шва и основного металла будет различным. Нихромы склонны к межкристаллитной коррозии из-за легирования хромом. Во избежание этого после сварки производят отжиг готового изделия.
Где найти проволоку из нихрома?
Самый простой способ найти проволоку из нихрома — обратиться в специальный магазин (вейп-шоп). Правда, нихромовая нить там стоит недешево, и за 1 метр придется выложить приличную сумму.
Есть и другие варианты, где можно найти проволоку из нихрома:
- радиорынки;
- паяльники;
- фены;
- обогреватель, изготовленный по типу вентилятора;
- электроплита с открытой спиралью;
- интернет.
Возможность обнаружить металл на радиорынке не слишком велика, в сравнении с паяльником (работающим или неисправным). Паяльное устройство можно обнаружить в гараже, или в магазине «Фикс Прайс», где изделие стоит копейки. Чтобы найти искомое, устройство необходимо разобрать и вытащить оттуда проволоку. Как правило, нихромовая нить в паяльнике тонкая. Определить ее сечение поможет намотка в 10 витков на карандаш. Длина намотанной проволоки достигает до 2,5 м.
Варианты с феном и обогревателем обойдутся дороже. Тяжелее всего достать проволоку из электроплиты.
Чтобы не ходить на рынок, и не искать проволоку из нихрома в магазине, можно найти в интернете информацию о продаже металла, или вещей, его содержащих.

Кстати, никель в составе сплава влияет на цену проволоки.
Технология сварки нихрома
Для сварки деталей большой толщины кромки делают со значительным скосом и большим притуплением. Это связано с тем, что расплавленные никелевые сплавы обладают большой вязкостью, проплавление кромок происходит на меньшую глубину, чем у сталей.
Перед сваркой нихрома производят механическим способом тщательную зачистку кромок и поверхностей, прилегающих к ним. Это необходимо для удаления налёта, в котором содержатся примеси, негативно влияющие на качество шва.
После механической зачистки поверхности обезжиривают ацетоном, уайт-спиритом или бензином, а иногда используют и химическое травление.
Какие электроды применяются
При осуществлении ручной дуговой сварки никеля и существующих его сплавов необходимо применять электроды, для которых характерно качественное покрытие. Наиболее качественное сварное соединение обеспечивают электроды с покрытием типа “Прогресс-50”. Такие электроды применяются для сварки никеля, как материала, имеющего марки Н-1, НП-1, НП-2. Если говорить об электродах, имеющих покрытие ЭНХД-10, то они применяются для изготовления сварных соединений деталей, изготовленных из никелевокремнистых сплавов. Электроды, покрытые составом ЭНХМ-100, созданы для соединения деталей из нихрома и никелевомолибденовых сплавов. Для сварки сплавов типа ХН80ТБЮ, ХН80ТБЮА, ХН70ВМТЮ и ХН75МВТЮ используют электроды с покрытием типа ИМЕТ и ВИ-2-6.
Полезные советы по пайке. Как паять сталь, нихром. Как сделать паяльник вечным.
Пайка — это неразъемное соединения двух и более деталей (как правило — металлических) при помощи материала (припоя), отличного от материала самих деталей.
Самое широкое распространение пайка получила в радиотехнике и электронике, а также в инструментальном деле. Реже пайку используют для ремонта (запаивание отверстий, спайку деталей между собой, и т.д.
В подавляющем большинстве случаев в качестве припоя используют свинцово-оловянные соединения. Особенно хорошо им паять медесодержащие материалы. Для пайки необходим так же флюс. Его задача — раскислить место пайки, удалить окислы с поверхностей спаиваемых деталей и изолировать их от атмосферного кислорода. В радиотехнике в качестве бескислотного флюса применяют канифоль (получаемую из смолы хвойных деревьев). Для пайки деталей из алюминия, стали и других применяют кислотные флюсы.
Несколько полезных советов по пайке.
Если у вас нет жидкого канифольного флюса, его легко изготовить самостоятельно.
В небольшом количестве спирта растворяют кусочки канифоли до образования темно-коричневой жидкости. Наносят такой флюс на место пайки кисточкой.
При пайке массивных деталей
маломощным паяльником практически невозможно их прогреть, и пайка получается некачественной. В этом случае может помочь обычный бытовой электроутюг. Утюг переворачивают подошвой вверх и устойчиво укрепляют на столе (с помощью тисков или струбцин). Можно так же взять какой либо большой деревянный чурбачок и в нем сделать пропил под ручку утюга.
Что бы не испортить подошву утюга, можно обернуть ее бытовой алюминиевой фольгой. Утюги имеют регуляторы температуры и деталь должна быть нагрета до температуры немного ниже температуры плавления припоя. Так, что бы необходимый недостаток нагрева добавлял именно паяльник. Иначе припой может не затвердеть. Это подбирается опытным путем.
Нихромовая проволока,
из которой изготовлены спирали, очень плохо облуживается с помощью канифольных флюсов. Поэтому весьма трудно сделать какой либо контакт с ней надежным.
Между тем, облудить ее можно, если в качестве флюса использовать пищевую лимонную кислоту (в порошке) или таблетку ацетилсалициловой кислоты (аспирина). Положив конец проволоки на таблетку (или в небольшую кучку) кислоты, тщательно прогревают его паяльником. Кислота при этом плавится и выделяет очень едкий дым. А провод покрывается припоем. Затем провод облуживают уже канифольным припоем для удаления остатков кислоты.
Если нихромовому проводу предстоит разогреваться до высоких температур, то рекомендуется на его концах сделать клеммы. Для этого облуженный край провода изгибают в виде петли и зажимают между двух слоев облуженной жести. Место зажима тщательно опресовывают (тисками или пассатижами) и пропаивают. В жестяной пластинке сверлят отверстие таким образом, что бы оно проходило внутри петли нихромового провода. Контакт с питающим проводом обеспечивается с помощью винта и шайбы. Теперь контакт будет надежным, даже если сам нихромовый провод раскалится до красна.
Процесс сварки
Сам процесс сварки осуществляется только с использованием постоянного тока, имеющего обратную полярность, параметры сварочного тока выбирают в пониженном диапазоне по сравнению с режимами, применяемыми для сварки стальных деталей. Скорость сварки рекомендуется также понижать минимум на пятнадцать процентов по сравнению со скоростью для сварки стальных изделий.
Сам сварочный процесс рекомендуется осуществлять в нижнем положении с использованием короткой дуги с целью снижения процента выгорания стабилизирующих элементов и элементов, используемых для раскисления металлов, которые содержатся в используемой сварочной проволоке или в электродной проволоке.
Для обеспечения лучшего газоудаления из сварочной зоны, а также создания более плотного шва необходимо осуществлять небольшие продольные колебания электрода, а сам электрод следует держать перпендикулярно по отношению к плоскости шва, а наклон его составляет не более пятнадцати градусов по отношению к свариваемым кромкам.
Если толщина нихромовых деталей более пятнадцати миллиметров, необходимо осуществлять сварку в несколько проходов с выполнением предварительного подогрева кромок свариваемых деталей до температуры в 200-250 градусов. Каждый промежуточный слой шва необходимо подвергнуть зачистке.
При выборе различных изделий из нихрома следует помнить, что осуществление ручной дуговой сварки этого материала в домашних условиях невозможно из-за сложности процесса. Поэтому в домашних условиях выполняется только контактная сварка. Теоретически широко описанная ручная дуговая сварка почти не применяется.
Паяем нихром и алюминий
Паяем алюминий
В настоящее время в электробытовой технике широко применяется алюминий и его сплавы, как, например, алюминиевые электрические провода в трансформаторах-стабилизаторах напряжения и т. п. Поскольку алюминий и его сплавы, соприкасаясь с воздухом, быстро окисляются, обычные методы пайки не дают удовлетворительных результатов. Ниже описываются различные способы пайки алюминия оловянно-свинцовыми припоями ПОС-61, ПОС-50, ПОС-90.
Способ 1. Для спаивания двух алюминиевых проводов их предварительно залуживают. Для этого конец провода покрывают канифолью, кладут на шлифовальную шкурку (со средним зерном) и горячим залуженным паяльником прижимают к шлифовальной шкурке, при этом паяльник от провода не отнимают и на залуживаемый конец все время добавляют канифоль. Провод залуживается хорошо, но все операции приходится повторять много раз. Затем пайка идет обычным порядком. Лучшие результаты получаются, если вместо канифоли применять минеральное масло для швейных машин или щелочное масло (для чистки оружия после стрельбы).
Способ 2. При пайке листового алюминия или его сплавов на шов наносят горячим паяльником канифоль с мелкими железными опилками. Паяльник залуживается, и им начинают протирать место шва, добавляя все время припой. Опилки своими острыми гранями снимают с поверхности окись, и олово прочно пристает к алюминию. Паяют хорошо нагретым паяльником. Для пайки тонкого алюминия достаточна мощность паяльника 50 Вт, для алюминия толщиной 1 мм и более желательна мощность 90 Вт, если толщина более 2 мм — место пайки необходимо прогреть паяльником и только после этого наносить флюс и производить пайку. Здесь также с успехом можно применять в качестве флюса минеральное масло.
Способ 3. Оригинальный способ пайки алюминиевых проводов и алюминиевой поверхности. Перед пайкой алюминиевую поверхность (провод или пластинку) предварительно омедняют, используя простейшую установку для гальванического покрытия. Но можно сделать проще. Место пайки зачищают шлифовальной шкуркой и аккуратно наносят на него несколько капель насыщенного раствора медного купороса. Далее к алюминиевой детали (провод или пластина) подключают отрицательный полюс источника постоянного тока (выпрямитель, батарейка от карманного фонаря или аккумулятор), а к положительному полюсу присоединяют кусок медного провода 1— 1,2 мм (без изоляции), находящегося в “устройстве”, выполненном на базе зубной щетки (см. рис.1). Медный провод находится в щетине зубной щетки так, чтобы провод не касался поверхности алюминия во время трения щетины (омеднения) поверхности детали. Через некоторое время на поверхности алюминиевой детали оседает слой красной меди, который после промывки и сушки лудят обычным способом (паяльником).
Примечание. В промышленности и ремонтной практике для пайки монтажных элементов из алюминия и его сплавов, а также соединения их с медью и другими металлами применяют припои марок П150А, П250А и П300А. Пайку производят обычным паяльником, жало которого прогрето до температуры 350° С, с применением флюса представляющего собой смесь олеиновой кислоты и йодида лития.
Нихромовый резак: по дереву и для резки пластика, лобзик из нихромовой проволоки своими руками
Нихромовый резак используется не только в промышленности, но и в быту. Его активно применяют для раскроя дерева, пенопласта и некоторых других материалов.
С помощью такого оборудования можно легко сделать оригинальный фасад. Такой станок быстро и аккуратно позволяет порезать пенопласт. С поставленной задачей он справляется гораздо лучше, чем нож или даже ножовка.


Особенности
Нихромовый резак изготавливается с применением проволоки из нихрома. Это особый сплав, в составе которого несколько металлов:
- хром;
- никель;
- железо;
- кремний;
- марганец.


Качество такой проволоки регламентировано отечественными стандартами (ГОСТ 8803-89 и 127660.
Хром обеспечивает проволоке необходимую прочность, а никель пластичность. Такие сплавы можно похвалить за большое сопротивление току.
Чем больше толщина, тем меньше сопротивление, от которого, в свою очередь, зависит и уровень нагрева проволоки.
Если говорить о положительных качествах нихрома, то обязательно нужно упомянуть пластичность. Таким образом, производителю удается получить конечный продукт с желаемым сечением. Оно, в свою очередь, может быть в виде:
- овала;
- трапеции;
- квадрата.

Есть и другие качества, за которые ценятся нихромовые резаки. Этот металл не ржавеет, он устойчив к коррозии даже в агрессивной газовой и жидкой среде.
Более того, резаки обладают высокой жаропрочостью, устойчивостью к механическим воздействиям, небольшим весом.
Один из главных недостатков – высокая стоимость, которая не могла не отразиться на спросе.
Нихромовым резаком называют устройство, которое используется для фигурного выпиливания из дерева и пенопласта. В его конструкции предусмотрено два главных элемента:
- режущая часть;
- источник питания.
Поскольку конструкция у агрегата простая, изготовить инструмент можно и самостоятельно в домашних условиях. В сравнении с простым лобзиком такой агрегат обладает массой преимуществ.
Одно из них – отсутствие металлической рамки, соответственно, и глубина пропила ничем не ограничивается. Вот почему нихромовый резак чаще всего используют для выпиливания объемных деталей.
Инструмент демонстрирует высокую скорость пропила, при этом пользователю нет необходимости прилагать лишние усилия. Благодаря таким качествам можно существенно сэкономить время.
Электролобзик не сравнится с нихромовым резаком по скорости и качеству работы. Агрегат всегда идет в комплекте с нитью, но при необходимости можно заменить режущий элемент, если тот за долгий срок работы порвался.
Среди всего предлагаемого оборудования описываемого типа можно выделить резаки:
- по дереву;
- для пенопласта.
С помощью таких агрегатов нередко осуществляется резка пластика.


Критерии выбора
Прежде чем выбирать резак, необходимо знать, на какие моменты в первую очередь требуется обращать внимание.
Самое главное – проволока, от нее и ее характеристик зависит дальнейшее использование инструмента. Если на ее поверхности присутствует буква Н, значит, она идеально подходит для создания нагревательных элементов.
Именно такой проволокой и должен быть оснащен инструмент.
При наличии ограничительной рамки в конструкции резака ограничивается и глубина пропила. При изготовлении агрегата самостоятельно этот элемент не используется в конструкции, поэтому обрабатывать можно материал любой толщины.

Из чего сделать?
Каждый, имея под рукой минимальное количество деталей, способен своими руками собрать нихромовый резак для выполнения простейших бытовых задач. Такой лобзик из нихромовой поволоки при соблюдении схемы сборки прослужит ни один год.
В сети интернет мастера не стесняются делиться поделками. Если собирать инструмент самостоятельно, уйдет столько же средств, сколько на сборку лобзика. Но при этом функционал будет сильно отличаться.
В качестве источника питания можно использовать любой, с показателем 12V, при этом сила тока должна быть на уровне от 5 до 10 А. идеальным решением станет компьютерный блок.

Режущий элемент – нихромовая проволока.
Для изготовления потребуется предварительно сделать ручку с зажимом с одного конца. Проволоку прикрепляют с одной стороны, с другой устанавливают грузик и подсоединяют контакты к блоку питания.
Как только аппарат будет включен в сеть, режущий элемент станет сильно нагреваться. Именно за счет создаваемой температуры удается распилить без труда фанерный лист. Это то же самое, что порезать горячим ножом масло.

Края будут немного обожжены, как после использования лазерного станка.
Работать специалисты советуют на улице, поскольку при эксплуатации такого оборудования материал немного дымится. Подойдет и помещение с хорошо организованной вентиляцией.





