Сварка нержавейки полуавтоматом — инструкция от профессионалов
Современный MIG/MAG полуавтоматический процесс сварки нержавеющих сталей с использованием защитного газа заключается в автоматической подаче присадочного материала в сварочную зону.
Присадочная проволока под воздействием дуги начинает расплавляться, формируя сварочный шов вместе с нержавеющим металлом. Для достижения более качественной сварки нержавеющих сталей используется импульсный режим. Импульсная сварка полуавтоматом позволяет добиться полного контроля над тепловложением и формированием сварочного качественного шва с оптимальной глубиной проплавления, а также исключить коробление и деформацию изделия. Кроме того, необходимо правильно выполнить все настройки инвертора, подобрать присадочный материал и выбрать защитный газ. При полуавтоматической сварке МИГ/МАГ нержавеющих металлов достигается высокая скорость формирования шва с оптимальной глубиной провара и красивой формой сварочного соединения.
Сварка нержавеющих металлов полуавтоматом может выполняться тремя методами:
- короткой дугой – для сварки нержавейки толщиной до 0,8 миллиметров;
- струйной дугой – для сварки изделий толщиной от 0,8 до 3 миллиметров;
- импульсный режим сварки – для сварки нержавейки разного сечения – наиболее эффективный метод, позволяющий добиться качественного провара с контролируемым тепловложением.
Оборудование и расходные материалы
- инверторный полуавтомат c импульсным режимом сварки, к примеру;
- присадочная проволока нужного сечения, которая по составу идентична свариваемому металлу;
- баллон с газом (преимущественно смесь аргона и углекислоты);
- материалы для обработки и подготовки изделия до и после проведения сварочных работ.
| Толщина металла, мм | Сечение проволоки, мм | Сила тока, Ампер |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
Сварка нержавейки полуавтоматом с другими типами металлов
- сварка с черными металлами – снижается текучесть металла, защищается рабочая поверхность от воздействия атмосферы;
- при сварке металлов марки Ст40 с нержавейкой используется проволока 08Г2С, что позволяет исключить деформацию шва (разрыв) по границе с черным металлом при остывании;
- при сварке меди с нержавейкой используют легкоплавкие припои и флюс;
- импульсный режим сварки нержавейки с алюминием и другими металлами позволяет добиться хорошую коррозийную стойкость, качественный провар с контролируемым тепловложением;
- сварку алюминия с нержавейкой рекомендуется выполнять в импульсном режиме в среде аргона с использованием медно-порошковой проволоки.

Рекомендации и нюансы
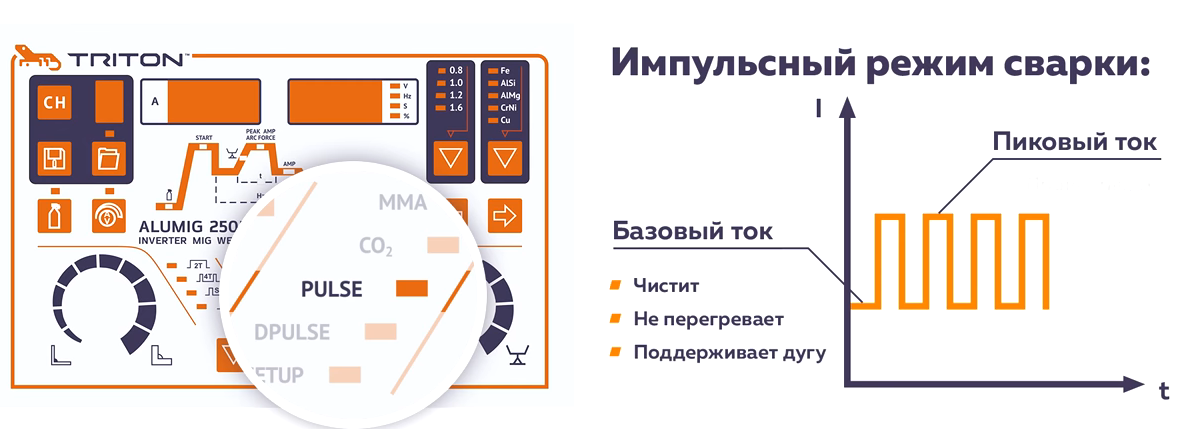
- Иногда сварку нержавейки выполняют в режиме Double Pulse – двойной пульс. В данном режиме происходит наложение двух импульсов (низкого и высокого) на сварочный базовый ток. Во время высокого импульса достигается высокоэффективная сварка, а в период низкого импульса металл остывает, исключается образование подтеков и коробления В высокий период импульса сварочная капля «вгоняется» в зону расплава, без включения коротких замыканий, а в низкий период происходит остывание металла, исключая образование наплывов и подтеков. . В режиме Double Pulse достигается идеальный теплообмен плавления присадочного материала и ванны нержавейки, и повышается качество шва. Режим «Двойного пульса» реализован в аппарате TRITON ALUMIG 250P Dpulse Synergic.
- Сварка осуществляется при обратной полярности. Сварка при прямой полярности осуществляется только под флюсами.
- В качестве защитного газа применяется смесь углекислоты и аргона.
- Вылет присадочной проволоки должен быть в пределах 6-12 миллиметров. Средний расход газовой смеси настраивать в пределах 6-12 м³/мин.
- Сварка осуществляется углом горелки назад для достижения глубокого проплавления и правильной формы шва. Сварка углом вперед используется для тонколистовых металлов, когда необходима небольшая глубина провара с широкой формой шва.
Обработка нержавейки после проведения сварочных работ
При сварке нержавейки полуавтоматом в режиме МИГ/МАГ образуется пористый слой окиси на поверхности заготовки. При этом хром, который содержится в металле, ослабляет свойства стали, подвергая ее коррозии. Для устранения этих дефектов нужно выполнять тщательную подготовку и обработку изделий после завершения сварочного процесса.
Перед началом работ необходимо:
- очистить рабочую поверхность заготовки от следов масла, ржавчины и т.д.;
- обезжирить поверхность изделия с помощью ацетона или растворителя.
В конце сварочного цикла следует проверить внешний вид шва, и при необходимости выполнить очистку и шлифовку.
Технология сварки нержавейки полуавтоматом
По эффективности сварка нержавейки полуавтоматом превосходит многие другие. Специфика материала, особенности способа, поэтапные действия рассмотрены далее.

Нержавеющая сталь сваривается несколькими способами. Распространены ручной (при помощи электродов) и аргонодуговой. Однако в данном материале речь пойдет о таком способе, как сварка нержавейки полуавтоматом. По эффективности он превосходит ранее названные. Специфика материала, особенности способа, поэтапные действия рассмотрены далее.
Особенности нержавеющей стали
Нержавейка отличается от обычной низкоуглеродистой стали тем, что в ее составе присутствует небольшое количество хрома. С одной стороны, это делает ее более устойчивой к воздействию кислот. С другой же — у металла снижается теплоотдача и проводимость тока. Это также отражается на ухудшении сопротивлению действия воды и химических веществ, а еще осложнением термической обработки.
Возникает резонный вопрос — какими способами выполнять неразъемное соединение заготовок и можно ли варить нержавейку полуавтоматом? Ручной способ хорош и востребован, но при серийном производстве он неэффективен. В чем же специфика обработки стали полуавтоматическими установками?
Особенности сварки
Рассматриваемый метод зарекомендовал себя как один из самых надежных по причине высокого качества шва и долговечности полученного соединения. Различают три способа сварки полуавтоматом:
- короткой дугой;
- с использованием струйного переноса;
- в среде углекислого газа.
Первый способ подходит для термообработки тонколистового металла. Достоинство метода — в малой вероятности прожигания стали. Второй способ зачастую исключает применение газа, но требует использования флюсовой проволоки (порошковой). Также понадобятся особые головки на полуавтоматический аппарат.
Импульсный метод также известен как сварка нержавейки полуавтоматом в среде углекислого газа. Это наиболее точный способ, полностью контролируемый. Его преимущества:
- постепенная подача проволоки малыми количествами, предотвращающая разбрызгивание металла;
- малый расход проволоки;
- высокое качество шва;
- эффективность работы при серийном производстве.
Наиболее часто применяемый газ при сварке импульсным методом — аргон, однако на практике он не так хорош, как кажется. Опытные сварщики жалуются на обилие брызг и нестабильность дуги. По этой причине аргон в чистом виде никогда не используется — применяют лишь его смесь с углекислым газом в соотношении 98:2 или 95:5. Все промышленные работы проводятся при подобных пропорциях, при этом углекислота порой заменяется на чистый кислород. Аналогичные соотношения рекомендованы для сварки в домашних условиях.
Последовательность работы
- очистка и обезжиривание свариваемых поверхностей;
- обезвоживание места будущего шва (непродолжительный прогрев горелкой);
- подбор мощности установки и силы тока в зависимости от толщины деталей;
- подбор и закупка необходимых расходников в достаточном количестве (конкретнее о них рассказано ниже).
Не будем вдаваться в подробности, как сваривается нержавеющая сталь при помощи установок MIG/MAG — этому посвящены другие статьи ресурса. После работы необходимо провести ряд процедур, а именно:
- Устранение возможных деформаций. Для этого продукт сварки укладывают на наковальню, обрабатывают через гладилку оббивают молотком. Если в процессе сварки появился пузырь, его обрабатывают ударным инструментом сначала по периметру, постепенно приближаясь к центру.
- Обработка детали.
Включает три подэтапа:
- механическое воздействие (пескоструем, шлифмашинкой, щеткой и др.);
- травление (обработка швов веществами, разъедающими окалину; при появлении последней изделие покроется ржавчиной);
- пассивация (нанесение на поверхность средств, вызывающих появление пленки из оксида хрома; делается с целью улучшения устойчивости от коррозии).
Вкратце вы узнали, как правильно варить полуавтоматом нержавейку. Теперь — несколько слов о требуемых расходных материалах.
Что понадобится для процесса
К числу обязательных атрибутов относятся:
- сварочный аппарат типа MIG/MAG (полуавтоматический);
- стальная щетка (для удаления грубых брызг после окончания работ);
- баллон с газом;
- растворитель (противокоррозийный);
- присадочная проволока, предназначенная для сварки нержавеющих сталей в соответствии с ГОСТ 2246-70.
Конечно, стоит помнить про средства индивидуальной защиты — маску сварщика, рукавицы, брезентовая спецодежда и иже с ними.
Примером присадочной проволоки выступают изделия отечественной фирмы БАРС (например, БАРС ER-309LSi) или зарубежных производителей (BRIMA, ESAB, Linkoln Electric и ряд других).
Если вы собираетесь варить металл без использования газа, обязательно приобретите порошковую проволоку с функцией самозащиты.
Несколько полезных советов
- В классическом случае (использование смеси аргона и углекислого газа) образуется обратная полярность, и лишь при сварке под флюсом — полярная.
- Электродная проволока вылетает на расстояние не более 12 мм. При сварке же между ней и поверхностью образуется зазор от 5 до 15 мм. При выполнении данных условий рабочий расход смеси углекислоты и аргона составит не более 13 куб.м/мин при установленном давлении до 0,2 атм. Если расход смеси понизить, качество шва станет неудовлетворительным.
- При сварке движение рабочего элемента осуществляется слева направо, а угол сварки должен смотреть назад от пользователя.
- Угол сварки выполняется в пределах 5-10 градусов, чтобы достичь хорошей проплавки заготовки, получить надежный и прочный шов. Способ хорош для толстолистового металла.
- При обработке тонких листов нержавейки можно увеличить шов путем наклона головки аппарата вперед — это уменьшит глубину проплавки, а риск прогорания детали насквозь сведется к нулю.
Некоторые сварщики рекомендуют изменять пропорции между углекислотой и аргоном до 70:30. Однако данное соотношение не обязательно соблюдать.
Как выбрать хороший полуавтомат
Однако производители сварочного оборудования разработали хорошие варианты для тех, кто прибегает к сварке время от времени. Для работ в домашних условиях достаточно мощности 10 кВт, чтобы сварить хромированную сталь. Стоят такие аппараты не дороже 25 тысяч рублей, а большой их ассортимент предлагается отечественными производителями.
Примером подобного полуавтомата выступает «Ресанта САИПА-165». Его характеристики:
- мощность — 5 кВт;
- напряжение дуги — от 17 до 26 В;
- максимальный потребляемый ток — 22 А;
- совместимость с проволокой диаметром от 0,6 до 0,9 мм;
- габариты — 300х140х270 мм;
- вес — 11,5 кг.
Оптимальный выбор для дачи, дома или гаража стоимостью 16 до 20 тысяч рублей. При благосклонности к отечественным товарам также стоит рассмотреть продукцию брендов «Сварог» и «ФЕБ».
Сварка нержавейки полуавтоматом — способ, учитывающий специфику обрабатываемого материала. Его итогом станут качественный сварной шов, минимум дефектов на поверхности, ее однородность. Если вам известны тонкости сварки нержавейки с помощью MIG/MAG, напишите об этом в комментариях. Также вы можете высказать свое мнение относительно того или иного сварочного полуавтомата, если пользовались им.
Как варить нержавейку полуавтоматом
В отличие от обычной стали качественную сварку нержавейки полуавтоматом проведет не каждый мастер. Для получения надежного соединения необходимо учитывать ее особенности, правильно устанавливать параметры рабочего режима и выбирать расходные материалы. Успешность выполнения работ во многом зависит и от качества оборудования.
Особенности сварки нержавеющей стали
Легирующие добавки делают нержавейку стойкой к коррозии и кислотам, но одновременно она приобретает свойства затрудняющие сварку. По сравнению с обычной сталью теплопроводность снижается в два раза. Это затрудняет отвод тепла с места сварки, что приводит к перегреву металла, прожогу и выгоранию хрома. Для предотвращения этого явления сварку выполняют током на 15 — 20% меньше стандартного с дополнительным охлаждением заготовок.
У нержавейки высокий коэффициент теплового расширения, что приводит к растрескиванию шва и металла рядом с ним. Для его нейтрализации между заготовками оставляют большой зазор. Из-за высокого электрического сопротивления материала электроды для сварки нержавейки перегреваются, что не лучшим образом сказывается на качестве шва. Поэтому их обрезают до минимально возможного размера, чтобы не успевали раскалиться.
Узнав о сложностях, новички задаются вопросом: «Можно ли сваривать нержавейку полуавтоматом в домашних условиях?». Ответ, конечно, положительный. Для соединения заготовок используется три способа:
- короткая дуга;
- импульсный метод;
- струйный перенос.
Короткой дугой сваривают тонкую нержавейку, так как она снижает вероятность прожига. Методом струйного переноса соединяются толстостенные детали из нержавеющих сплавов на производстве. Сварка проводится с применением порошковой проволоки и специальных головок.
Для создания защитной среды при сварке импульсным методом используется смесь аргона с углекислотой. К преимуществам способа относятся:
- возможность соединения как тонких, так и толстых заготовок;
- подача проволоки короткими импульсами предотвращает разбрызгивание расплавленного металла;
- экономия присадочного материала;
- отличное качество соединения;
- высокая производительность.
Выбор материалов для сварки
Чтобы получить качественный шов, состав присадочной проволоки должен быть таким же, как у свариваемого металла. Лучше если содержание легирующих элементов будет немного больше. При использовании обычных марок соединение быстро заржавеет. Для сварки нержавейки легированной хромом выпускается порошковая и проволока с высоким содержанием никеля.
В первом варианте проволока покрыта защитным слоем, который при нагреве образует барьер, перекрывающий доступ воздуха в зону сварки. Поэтому можно работать полуавтоматом без газа. Однако из-за высокой стоимости материала и низкой стойкости к коррозии предпочтение чаще отдается сварке полуавтоматом в защитной среде никелевой проволокой. Она выпускается диаметром 0,13 — 6 мм. Для работы в домашних условиях достаточно 1 мм.
Сварку полуавтоматом нержавеющей стали можно проводить в среде углекислого газа, аргона и их смеси. Первый вариант наиболее дешевый, но из-за сильного разбрызгивания швы получаются грубыми. Аргон обходится значительно дороже, но зато эстетика соединения идеальна. При смешивании их достоинства складываются. В стандартном составе содержится 98% аргона и 2% углекислоты. Если к внешнему виду шва не предъявляется высоких требований, в среду аргона добавляют до 30% углекислого газа.
Диаметр неплавящегося электрода из металла выбирается в зависимости от толщины соединяемых заготовок. Если она не более 1 мм диаметр тоже 1 мм. При толщине до 4 мм — 1,6 мм. Более 4 мм — 2,5 мм.
Подготовительные работы
Прежде чем сваривать нержавейку полуавтоматом необходимо подготовить соединяемые участки в следующей последовательности:
- поверхности, примыкающие к стыку, металлической щеткой зачищают до блеска;
- если толщина заготовок более 4 мм, с кромок снимают фаски;
- проводят обезжиривание спиртом, ацетоном, бензином или имеющимся растворителем;
- для удаления влаги кромки подогревают горелкой до 100⁰C;
- чтобы снять внутреннее напряжение рекомендуется металл перед сваркой нагреть до 200⁰
Технология сварки нержавейки полуавтоматом
Для дома достаточно полуавтомата мощностью до 10 кВт, так как сваривать нержавейку полуавтоматом толщиной более 2 — 3 мм не приходится. Напряжение выставляется в пределах 19 — 25 В. Скорость подачи проволоки в зависимости от сноровки 290 — 490 м/ч. Рабочий ток 95 — 300 А. Изменением его величины регулируется глубина провара, длина дуги, форма шва. Чем больше ток, тем шире валик на стыке, так как глубина провара уменьшается.
Независимо от того ведут сварку нержавейки полуавтоматом в среде углекислого газа или аргона, она выполняется по общим правилам:
- Работа выполняется током обратной полярности.
- Горелку располагают под углом, обеспечивающим требуемую глубину провара и ширину шва.
- Вылет проволоки не более 12 мм.
- Чтобы качество соединения не ухудшалось, расход газа устанавливается в пределах 6 — 12 мᶾ/час.
- Для удаления влаги защитный газ пропускают через осушитель на основе медного купороса. Перед применением его 20 минут прокаливают при температуре 200⁰
- Чтобы защитить прилегающие к стыку поверхности от действия раскаленных брызг, их обрабатывают мелом, растворенным в воде.
- Для предотвращения образования водородных трещин сварку начинают, отступив 5 мм края заготовок.
- Процесс выполняется плавным движением электрода вдоль шва без поперечных движений, чтобы расплавленный металл не выходил за пределы защитной среды.
Заключительные работы
Под действием высокой температуры на заготовках могут появиться деформации в виде пузырей. Их удаляют легкими ударами молотка через гладилку, двигаясь от краев к центру. Если избавиться от пузыря не удалось, его нагревают газовой горелкой и повторяют операцию.
Поверхности, пострадавшие от брызг расплавленного металла, зачищаются металлической щеткой или абразивным инструментом. Для удаления со шва окалины, которая быстро покрывается ржавчиной, проводят обработку составами, растворяющими ее. Чтобы повысить устойчивость сварного соединения к коррозии на него наносят средства, способствующие образованию оксидной пленки хрома.
Полезные советы
Чтобы лучше знать, как сваривается нержавейка полуавтоматом полезно прислушаться к рекомендациям специалистов:
- сварка в среде любого газа выполняется током обратной полярности, а под флюсом прямой;
- расстояние между электродной проволокой и стыком выдерживается в пределах 5 — 15 мм;
- движение горелки удобней выполнять слева направо с наклоном от себя, чтобы она не загораживала шов;
- соединение толстостенных деталей выполняют под углом 5 — 10⁰, чтобы обеспечить глубокий проплав;
- при сварке тонкой нержавейки полуавтоматом горелку наклоняют вперед, уменьшая тем самым глубину провара и сводя риск прожога к нулю.
Несмотря на кажущуюся сложность процесса освоить сварку нержавейки полуавтоматом сможет любой желающий. Одной теории будет недостаточно, придется потренироваться на ненужных обрезках, чтобы набраться практического опыта. Приложенные усилия окупятся умением создавать качественные однородные швы, которые невозможно получить другими способами.
Сварка нержавейки полуавтоматом
Сварка нержавейки полуавтоматом в среде углекислого газа – процесс не самый простой даже для очень опытных сварщиков. Все дело в самом свариваемом металле, потому что нержавейка – это сталь, в состав которой кроме углерода входит и хром (12%). Так вот именно хром в соприкосновении с кислородом, находящемся в воздухе, образует на поверхности заготовок оксидную пленку толщиною всего лишь в несколько атомов. Но именно эта пленка и не дает проводить сварочный процесс, потому что она тугоплавкая. Кстати, именно она отражает такой высокий показатель, как стойкость к коррозии. Ее можно легко удалить, используя, к примеру, железную щетку или наждачку. Но пленка быстро восстанавливается.
Все эти особенности нержавеющей стали влияют на способ ее обработки и сварки, правильному выбору режима сваривания и подбора расходных материалов. Но необходимо учитывать и тот факт, что производители нержавейки предлагают сегодня не только сплав из железа и хрома. Есть три класса, у которых разные свойства.
- Ферритный – в нем содержится только хром. Такой металл используется в агрессивных средах. Одна из его особенностей – устойчивость к термической закалке.
- Аустенитный – в состав кроме хрома входит и никель. Такая сталь обладает повышенной прочностью и пластичностью.
- Мартенситный – в составе хром и углерод. При достаточно высокой прочности такая нержавейка очень хрупкая, поэтому применяется только в слабоагрессивных средах.
Свойства нержавеющей стали
Перед тем как варить нержавейку с углекислотой, необходимо понимать, что это не обычная сталь. Это сложный сплав для процесса сваривания, поэтому рекомендуется обратить внимание на его физические свойства.
- По сравнению с той же обычной сталью у нержавейки теплопроводность в два раза ниже. То есть, чтобы проводить ее сварку, необходимо понижать сварочный ток. При высоком токе может образоваться прожог, потому что сам металл на всю свою массу тепло будет проводить с трудом. К тому же перегретый участок – это гарантия снижения антикоррозийных способностей металла. Поэтому выход один – увеличить охлаждение сварного шва и понизить ток на 20-30%.
- Существует такое понятие, как межкристаллитная коррозия металла. По сути, это когда при нагреве внутри стали образуется карбид, как следствие соединения железа и хрома. Такое может случиться, если температура нагрева доходит до +500С. Сами карбиды изнутри металла приводят к его растрескиванию. И, как следствие, коррозия. Поэтому нельзя допускать долгого действия температуры данного значения. Выход из этого положения – охлаждать зону сварки любыми средствами, даже водой.
- Нержавейка – это сталь с высоким линейным расширением. При нагреве металл очень сильно расширяется, а при охлаждении, соответственно, и сильно сужается. Такая огромная усадка приводит к растрескиванию сварного шва. Поэтому при сварке нержавейки даже полуавтоматом необходимо между заготовками оставлять увеличенный зазор. Он и будет компенсировать величину усадки.
- Есть такой показатель – электрическое сопротивление. Он у нержавеющей стали достаточно высокий. Именно это свойство влияет на перегрев электрода, сделанного из высоколегированной стали. Именно поэтому такие расходники имеют небольшую длину – в пределах 35 см.
Как правильно варить нержавейку полуавтоматом
Чтобы провести сварку нержавеющей стали полуавтоматом, необходимо правильно выбрать состав защитного газа. Оптимально считается, если газ должен состоять из аргона – 98% и углекислоты – 2%. Хотя многие сварщики, чтобы снизить себестоимость проводимых работ, увеличивают процентное соотношение в пользу дешевого углекислого газа. К примеру, 30% – углекислота и 70% – аргон.
Что касается присадочной проволоки, то рекомендуется использовать точно такую же, как и сам свариваемый металл. К примеру, если свариваются заготовки из нержавейки 304, то рекомендуется использовать для их соединения присадку марки Y 308.
С неплавящимся вольфрамовым электродом все также просто. Его диаметр будет зависеть от толщины свариваемых деталей. К примеру, если их толщина не будет превышать 1 мм, то используется электрод диаметром 1 мм. Толщина 1-4 – диаметр 1,6. Толщина свыше 4 мм, диаметр 2,5 мм.
Нюансы сварки
Полуавтоматы для сварки нержавейки обеспечивают сразу несколько функций технологического сварочного процесса.
- равномерная скорость подачи присадочного материала в зону сварки;
- возможность отрегулировать точную силу сварочного тока;
- охлаждение горелки.
Все это обеспечивает высокое качество сварного шва, плюс увеличивается скорость сварочного процесса. Конечно, необходимо сказать и о том, что в среде углекислого газа присадочная проволока расплавляется интенсивнее, поэтому нагрев сварного участка будут происходить при низких (относительно) температурах.
Все остальные операции проводятся точно так же, как при сварке полуавтоматом обычных сталей.
- Производится подготовка свариваемых заготовок из нержавейки. Их очищают железной щеткой от грязи, красок и других материалов. Если есть необходимость, то и обезжиривают. Для этого можно использовать спирт, ацетон, бензин и так далее. Если соединяются детали толщиною долее 4 мм, то обязательно формируются кромки. Обязательно производится подогрев до +100С, чтобы полностью удалить влагу с поверхностей.
- И сам процесс сварки.
Очень важно соблюдать точную схему проведения сварки полуавтоматом. Горелка должна подноситься к зазору между заготовками под небольшим углом. Присадочная проволока подается под противоположным углом. При этом сопло горелки должно находиться на расстоянии 10-12 мм от поверхности сварочного шва.
Получается так, что дуга, возникающая между вольфрамовым неплавящимся электродом и металлом заготовок, расплавляет металл присадочной проволоки. Он каплями падает между заготовками, образу шов. При этом капли под действием давления защитного газа растекаются по всей сварной ванне. И все это происходит равномерно. Это очень хорошо видно на видео.
Подводя итог всему вышесказанному, необходимо обозначить позиции, которые влияют на качество конечного результата при сварке нержавейки полуавтоматом в среде защитного углекислого газа.
- Сварка производится на постоянном токе обратной полярности.
- Горелка наклоняется вперед, присадка назад.
- Максимальный вылет вольфрамового электрода – 12 мм.
- Очень важен показатель расхода защитного газа. Его диапазон 6-12 м³/ мин. Увеличение расходуемого объема приводит к снижению качества шва.
- Обязательно в баллон с газом добавляется осушитель, к примеру, медный купорос. Все дело в том, что при соприкосновении углекислого газа с металлом образуется кислота, которая при подаче в зону сварки будет разрушать углерод. Поэтому нельзя допустить, чтобы кислота образовалась.
- Сам процесс наплавления должен проводиться плавно.
- Рекомендуется также после окончания работы простучать молотком по сварочному шву. Таким образом, удаляются пузыри, образовавшиеся на поверхности шва при сварке.
И все же при кажущейся простоте, сварка нержавейки полуавтоматом – процесс не самый простой, и очень ответственный. Для его проведения нужны навыки и опыт. Так что начинающим сварщикам он не под силу. Посмотрите видео, как правильно варить нержавеющую сталь полуавтоматом в среде защитного углекислого газа.