ГОСТы на двутавровые балки: таблицы, размеры, вес

Покупатели металлопроката вряд ли станут возражать о корректности производства двутавровой балки, ГОСТы на которую точно регламентируют и состав сырья, и форму, и габариты изделий.
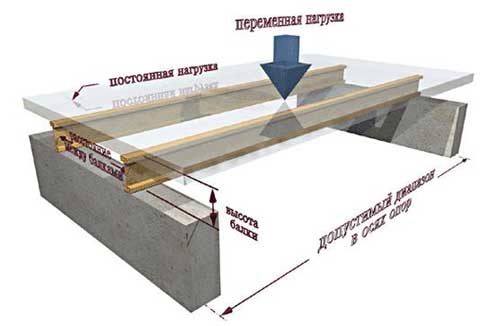
Двутавровая стальная балка, или двутавр, представляет собой профиль с «Н»-образным сечением. Основное достоинство – прочность, способность выдерживать серьезные нагрузки на изгиб, вибрации.
Производят изделия двумя способами:
- горячим катанием (прокатка проводится по ГОСТу 535-88);
- свариванием.
Последнее используют ввиду ограничения возможностей прокатных станов.
Данный вид балки, как и швеллер, может иметь параллельные и наклонные грани полок, быть узкополочными, нормальными, широкополочными.
Длина варьируется от 4 до 12 метров и более (по спецзаказу). Их классифицируют, маркируют.
ГОСТы и сортамент
Учитывая области применения, балка двутавровая должна иметь размеры и вес, регламентированные данным документом, с учетом допустимых отклонений. В противном случае будет трудно говорить о надежности возводимых конструкций и строений, устойчивости к многолетним многотонным нагрузкам.
Самые востребованные двутавры
Стоит также отметить, самые ходовые марки стали, используемые для изготовления изделий.
Балка сталь 3 – отличается повышенными характеристиками прочности. Углеродистая сталь придает изделиям долговечность и устойчивость к огромным нагрузкам.
Балка сталь 09г2с – помимо прочности отличается повышенными антикоррозийными свойствами, выдерживает термальные нагрузки.
Металлическая сварная балка также пользуется постоянным спросом. Требует скрупулезных расчетов по нагрузке. При корректном выборе прочна и долговечна.
*Информация предоставленная на сайте не является публичной офертой.
*Информация предоставленная на сайте не является публичной офертой.
ВНИМАНИЕ МОШЕННИКИ! Просьба ознакомиться!
Будьте ВНИМАТЕЛЬНЫ.
Злоумышленниками была зарегистрирована компания-двойник OOO «СТАЛЬМЕТ» (ИНН 7810931145) ЭТО НЕ НАШ ИНН!
ИХ РЕКВИЗИТЫ:
OOO «СТАЛЬМЕТ»
ИНН: 7810931145
КПП: 781001001
ОГРН: 1217800162194
196240, РОССИЯ, САНКТ-ПЕТЕРБУРГ Г., МУНИЦИПАЛЬНЫЙ ОКРУГ ПУЛКОВСКИЙ МЕРИДИАН ВН.ТЕР.Г., 5-Й ПРЕДПОРТОВЫЙ ПР-Д, Д. 2, СТР. 1, ПОМ/ОФ 103-Н/4
НАШИ РЕКВИЗИТЫ. ОНИ НЕ ИЗМЕНИЛИСЬ
OOO «СТАЛЬМЕТ»
ИНН: 7811575683
КПП: 781101001
ОГРН: 1147847101478
Офис:
192019, г. Санкт-Петербург, ул. Профессора Качалова, д. 9, литер А, офис 212А
Телефоны:
+7(812)334-91-51
+7(812)334-99-19
Для переписки c клиентами и выставления счетов мы используем электронные адреса: 3349151@mail.ru, 3349962@mail.ru, 3349134@mail.ru, 3349148@mail.ru
БУДЬТЕ ПОЖАЛУЙСТА ВНИМАТЕЛЬНЫ!
Так же злоумышленники полностью скопировали наш сайт.
spb-stall.ru это сайт мошенников! наш сайт spb-stal.ru Будьте внимательны в написании адреса.
Нами поданы заявления в полицию и в ИФНС. Пока проводятся процессуальные действия в отношении «двойника», советуем внимательно проверять реквизиты, указанные в счёте, чтобы не стать объектом мошенничества.
Балки сварные двутавровые гост
ГОСТ Р 58966-2020
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
БАЛКИ СТАЛЬНЫЕ ДВУТАВРОВЫЕ СВАРНЫЕ
Технические условия. Сортамент
Steel welded I-beams. Specifications. Assortment
Дата введения 2021-01-01
Предисловие
1 РАЗРАБОТАН Центральным научно-исследовательским институтом строительных конструкций им.В.А.Кучеренко (ЦНИИСК им.В.А.Кучеренко) — институтом АО «Научно-исследовательский центр «Строительство» (АО «НИЦ «Строительство»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на стальные сварные балки двутаврового сечения с параллельными поясами, изготовляемые в заводских условиях, из нелегированной и легированной стали, предназначенные для строительных конструкций.
Сварные двутавры (балки) могут быть использованы для любых видов строительных конструкций (балок, колонн, элементов ферм, элементов вертикальных и горизонтальных связей), а также для зданий и сооружений всех уровней ответственности и любого назначения.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ 9.402 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.019 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ 12.2.029 Система стандартов безопасности труда. Приспособления станочные. Требования безопасности
ГОСТ 12.2.107 Система стандартов безопасности труда. Шум. Станки металлорежущие. Допустимые шумовые характеристики
ГОСТ 1497 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 7564 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 12344 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345 (ИСО 671-82, ИСО 4935-89) Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12348 (ИСО 629-82) Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12350 (СТ СЭВ 961-78) Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351 (ИСО 4942:1988, ИСО 9647:1989) Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12355 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356 Стали легированные и высоколегированные. Методы определения титана
ГОСТ 12357 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12358 Стали легированные и высоколегированные. Методы определения мышьяка
ГОСТ 12359 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12361 Стали легированные и высоколегированные. Методы определения ниобия
ГОСТ 14019 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб
ГОСТ 14637 (ИСО 4995-78) Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 17745 Стали и сплавы. Методы определения газов
ГОСТ 19281 Прокат повышенной прочности. Общие технические условия
ГОСТ 19903 Прокат листовой горячекатаный. Сортамент
ГОСТ 21014 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ 22536.0 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5 Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.6 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка
ГОСТ 22536.7 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 23118 Конструкции стальные строительные. Общие технические условия
ГОСТ 24297 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 26877 Металлопродукция. Методы измерений отклонений формы
ГОСТ 27751 Надежность строительных конструкций и оснований. Основные положения
ГОСТ 27772 Прокат для строительных стальных конструкций. Общие технические условия
ГОСТ 27809 Чугун и сталь. Методы спектрографического анализа
ГОСТ 28033 Сталь. Метод рентгенофлюоресцентного анализа
ГОСТ 28473 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие требования к методам анализа
ГОСТ 28870 Сталь. Методы испытания на растяжение толстолистового проката в направлении толщины
ГОСТ 30775 Ресурсосбережение. Обращение с отходами. Классификация, идентификация и кодирование отходов. Основные положения
ГОСТ Р 21.1101 Система проектной документации для строительства. Основные требования к проектной и рабочей документации
ГОСТ Р 50424 Сталь и чугун. Метод определения кальция
ГОСТ Р 51927 Сталь и чугун. Атомно-эмиссионный с индуктивно связанной плазмой спектральный метод определения кальция
ГОСТ Р 54153 Сталь. Метод атомно-эмиссионного спектрального анализа
ГОСТ Р 57837 Двутавры стальные горячекатаные с параллельными гранями полок. Технические условия
ГОСТ Р ИСО 4943 Сталь и чугун. Определение содержания меди. Спектрометрический метод атомной абсорбции в пламени
СП 28.13330 «СНиП 2.03.11-85 Защита строительных конструкций от коррозии»
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов (сводов правил) в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего документа в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии свода правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 21014, ГОСТ Р 57837, ГОСТ 27772.
4 Условия заказа
Для оформления заказа необходимо предоставить изготовителю следующие данные о балках:
— обозначение настоящего стандарта;
— объем поставки (теоретическая и/или фактическая масса);
— группа конструкций по СП 16.13330;
— класс прочности или наименование стали с указанием обозначения стандарта;
Производство и характеристики двутавровой балки
Двутавровая балка — один из наиболее востребованных видов сортового металлического проката. Она отличается повышенной прочностью, так, если сравнивать ее со стандартным прямоугольным профилем, то она будет в 7 раз прочнее и почти в 30 раз жестче, а сечение в виде буквы Н позволяет двутавровым балкам быть средством перенесения высоких вертикальных и горизонтальных нагрузок на основную несущую опору.
Благодаря этим своим свойствам двутавровые балки широко используются в строительстве и машиностроении как элемент подвесных путей, опорных и колонных конструкций, несущих ребер прочности в составе тяжелых механизмов и т.д. Как правило, в производстве двутавровых балок используют углеродистые и низколегированные стали. Изготавливают их методом горячего или прокатывания на металлургических станах.
Маркировка по ГОСТам
Двутавровые балки маркируются в зависимости от того, каким является сечение и соотношение геометрических форм и размеров.
Изделия с параллельными полками по ГОСТ 26020 83 маркируются литерами:
- У — узкополочные;
- Б — нормальные;
- Д — среднеполочные;
- Ш — широкополочные;
- К — опорно-колонные, они отличаются почти одинаковой высотой профиля и шириной полки.
Балки с наклонными гранями, делятся на:
- О — обычные, с уклоном внутренних граней на 6–12% (ГОСТ 8239 89);
- М — монорельсовые, предназначенные для монтажа подвесных путей, имеющие угол наклона не больше 12% (ГОСТ 19425 74);
- С — сварные, имеющие угол наклона до 16 %, предназначенные для крепления шахтных проходов стволов.
Кроме того, в зависимости от уровня точности изготовления и сферы применения двутавровые балки делятся на классы:
- А — высокоточные балки специального назначения;
- Б — горячекатаные балки обычной точности;
- В — горячекатаные балки повышенной точности.
Кроме того, в зависимости от состояния поставок, балка двутавровая характеристики которой зависят от множества факторов, подразделяется на:
- балки мерной длины;
- балки немерной длины;
- балки кратной мерной длины.
При этом ширина полки не должна быть больше 1,5 высоты стенки двутавра, а предельно допустимое отношение толщины полок к толщине стенки не превышает 1:4.
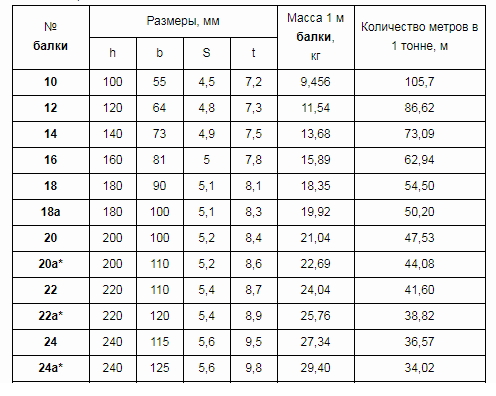
Характеристики по ГОСТУ и СТО АСЧМ 20-93
Большим спросом у заказчиков пользуются двутавровые балки, изготовленные по ГОСТ 8239. Их производят горячекатаным способом с определенным уклоном граней полок из сталей марок 09Г2С, Ст3 или 3пс5сп. В номерах позиций зашифровывают информацию о расстоянии между гранями балки, в зависимости от градуса уклона. Номер балки определяет расстояние между внешними гранями полок. При производстве изделий по индивидуальному заказу, размеры изделий могут дополнительно изменяться.
Зная смысл этих обозначений, можно разобраться в ГОСТовской маркировке конкретных изделий. Например, перед нами двутавровая балка с маркировкой — 26Б2. Если грани у этой балки параллельны, то первые две цифры в маркировке будут обозначать в сантиметрах высоту группы профилей.
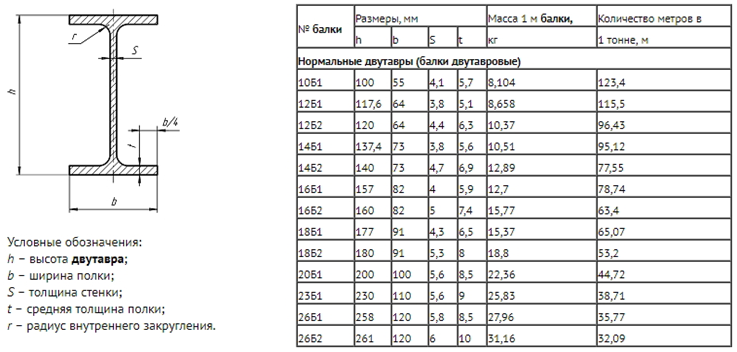
Профиль Б1 отличается от профиля Б2 высотой, толщиной полки и стенки при одинаковой ширине полок двутавра (для некоторых профилей незначительно отличается и этот показатель). Например: 26 Б1 — высота 258 мм при толщине поперечины 5,8 мм. и ширине полки 120 мм; 26 Б2 — высота 261 мм при толщине поперечины 6 мм. и ширине полки 120 мм.
Буквенные индексы будут обозначают вид профиля согласно ширине полок — то есть изделие 26Б2 будет иметь в сечении высоту 25,8 см., по ширине полок будет относиться к среднеполочным, а по способу изготовления — к горячекатаным балкам обычной точности, произведенным из стали 09г2с.
Кроме советских еще стандартов, в сфере производства двутавровых балок используется еще стандарт СТО АСЧМ 20-93, принятый в 1994 году ассоциацией предприятий и организаций черной металлургии. В нем кроме стандартных ГОСТовыских требований содержится еще ряд дополнительных критериев к продукции, связанных с возможными отступлениями от идеальной нормы балки в сечении:
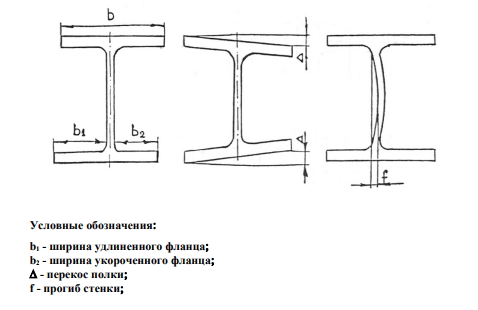
В случае использования такого стандарта маркировка изделия будет выглядеть так:

И показывать, что перед нами двутавровый профиль номер 20, который относится категории нормального Б1, имеет класс прочности 345, изготовлен из стали марки 09Г2С, и относится к категории 12 по ГОСТ 19281-89
Производство горячекатанных и сварных двутавровых балок
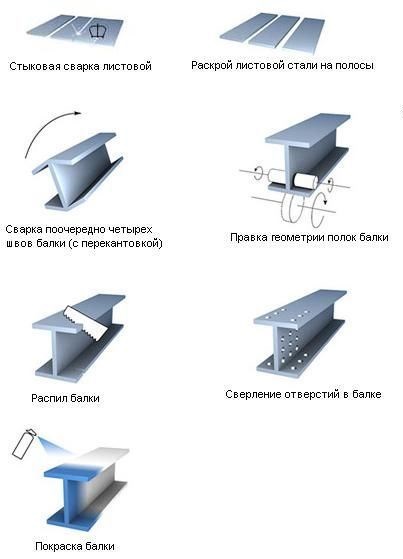
Производство двутавровых балок может производиться двумя способами: горячей прокаткой и сваркой.
При прокатке раскаленные слитки перемещаются по прокатному стану, подвергаясь обработке множеством валков – так что в результате их поперечное сечение уменьшается и меняет форму, а длина резко увеличивается.
Горячая прокатка – надежный способ производства двутавровых балок с одинаковыми стандартными параметрами, что обеспечивает высокую производительность процесса.
Однако, у прокатных станов есть и свои недостатки:
- во-первых – они не могут обеспечить высокое качество поверхностей у получаемых изделий, они получаются неровными из-за того, что на них остается довольно много окалины.
- во-вторых – прокатные станы могут выпускать только весьма ограниченный сортамент продукции, поскольку их переналадка очень сложна и трудоемка.
- в-третьих — размеры прокатных станов имеют свои пределы, которые ограничивают и размеры двутавровых горячекатаных балок.
Поэтому, если для создания каких-то конструкций требуются двутавровые балки с возможностями большими, чем у двутавра марки 60Б, то применяется сварной профиль.
Высота сварной двутавровой балки может достигать 1500 мм, допустимая длина – до 15 000 мм, ширина полки – до 8000 мм.
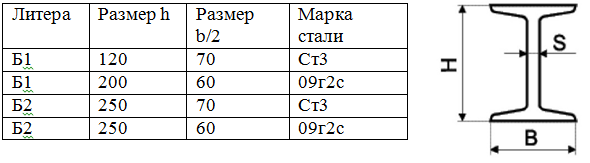
 Технология производства сварных двутавровых балок позволяет менять физические свойства этого профиля путем использования в одном изделии различных марок стали (т.н. комбинированные или дву-стальные балки).
Технология производства сварных двутавровых балок позволяет менять физические свойства этого профиля путем использования в одном изделии различных марок стали (т.н. комбинированные или дву-стальные балки).
При этом для испытывающих наибольшие нагрузки элементов балки используются марки стали с повышенной прочностью, а менее напряженнее производятся из обычной малоуглеродистой стали. Данный способ дает возможность снизить количество отходов и цену двутавровой балки без потери ее несущей способности.
Сварная технология используется при изготовлении тонкостенных, разнополочных, перфорированных, а также балок переменного сечения. При этом сечение сварного профиля сравнительно легко поддается оптимизации, что позволяет уменьшить вес металлоконструкции.
Однако, поскольку технологический процесс производства сварных двутавровых балок включает такие термические процессы, как резку заготовок и сварку под флюсом, то он неизбежно будет связан с возможностью возникновения тепловых деформаций металла и образованию т.н. «грибовидного профиля».
Поэтому после сварки двутавровые балки должны проходить дополнительную прокатку для выправления геометрии полок. После прокатки через систему роликов поверхность профиля очищают и наносят на нее защитное покрытие.





