Виды сварочных аппаратов
Сварка, как вид соединения металлических элементов, получила массовое распространение чуть больше века назад. Однако сегодня применяется во многих сферах деятельности, от производства электроники до строительства гигантских конструкций. Поскольку состав используемых при этом металлов бывает весьма разнообразным, для получения надёжных сварочных швов было придумано и реализовано множество видов оборудования. Наиболее популярными среди них являются сварочные аппараты. Рассмотрим, какие бывают сварочные аппараты, виды, плюсы и минусы каждого.
Трансформаторы
Трансформатор является наиболее традиционным видом электрического сварочного аппарата. Одновременно он один из самых простых по конструкции. Основным элементом конструкции этого типа сварочников служит понижающий трансформатор, преобразующий напряжение электросети до значения, необходимого для сварки. Сила тока при этом изменяется с помощью разных методик, наиболее известный — смещение одной обмотки относительно второй. По мере изменения промежутка между обмотками меняется ток.
Особенностью сварочных трансформаторов считается переменный ток на выходе, что приводит к заметному разбрызгиванию металла и ухудшению качества швов. Чтобы проводить сварку цветных металлов, повысить качество горения дуги, в структуру аппарата нужно добавлять достаточно массивные и громоздкие компоненты. Основной элемент — трансформатор — также не отличается компактностью и малым весом. При использовании аппарата для производства серьёзных работ необходимы специфические (для переменного тока) электроды и немалый опыт сварщика.
КПД прибора достаточно высокий, достигает 90%, однако часть энергии тратится на нагрев. Охлаждение осуществляется при помощи вентиляторов разной мощности, поскольку требуется охлаждать агрегат весом в несколько десятков, а иногда и сотен килограммов. Применение этого вида сварочных аппаратов сегодня сокращается, но они всё же пользуются спросом, из-за низкой стоимости, надёжности и долговечности. Используются трансформаторы для сварки низколегированных типов стали.
Выпрямители
Сварочные выпрямители можно считать усовершенствованием аппаратов-трансформаторов. В сварочных швах, полученных при помощи выпрямителей, практически исключены те изъяны, что обусловлены применением переменного тока. Устройства, кроме понижающего трансформатора, имеют в конструкции диодный блок (выпрямитель), элементы регулирования, запуска и защиты. Переменный ток не только меняет напряжение, но и преобразуется в постоянный. Это даёт возможность получить ровную, устойчивую дугу. Соответственно, снижается разбрызгивание металла, шов получается более качественным. Работать можно любыми электродами.
Расширяется также сфера использования сварочника — можно соединять не только низколегированные «чёрные» стали, но и цветные металлы, нержавейку, чугун (применяя соответствующие электроды). Поскольку постоянный ток обладает полярностью, не следует об этом забывать — при подключении электродов этом параметр следует учесть. Некоторые сварочные работы целенаправленно выполняются на обратной полярности (сварка алюминия).
Многие производители сегодня снижают изготовление этого вида бытовых аппаратов. Если же говорить о профессиональном использовании, они до сих пор используются довольно широко. Недостатками можно считать большой вес, необходимость работы квалифицированного сварщика, серьёзную «просадку» напряжения в электросети в процессе сварки. Достоинства — невысокая цена, надёжность и неплохое качество шва.
Полуавтоматы
Полуавтоматические сварочные аппараты в среде инертных или активных газов, или просто полуавтоматы — устройства более сложные, нежели трансформаторы или выпрямители. Однако в использовании более удобны. Часто применяются при кузовном ремонте автомобилей, достаточно широко используются в быту, частном домохозяйстве.
Конструкция состоит из следующих компонентов:
- трансформатора;
- выпрямителя;
- привода, подающего проволоку;
- газового баллона;
- рукава с горелкой.
Сваривание деталей осуществляется плавящейся в электрической дуге проволокой, которая в процессе расположена в среде защитного газа. Регулировка тока осуществляется чаще всего ступенчато, подвержена изменению также скорость подачи проволоки. Соотношением этих параметров устанавливается необходимый режим работ.
Различные модели полуавтоматов работают:
- только с газом;
- с газом или без газа (переключается);
- только без газа.
Если работа производится без газа, применяется специальная проволока (флюсовая). Отличается от обычной флюсовая проволока тем, что в её состав, кроме металла, включается флюс. При горении составляющих флюса образуется облако защитного газа, который предотвращает окисление сварной ванны воздухом. Кроме того, активные элементы состава флюса придают металлу нужные параметры, дуга становится более стабильной. При этом не нужен газовый баллон, что удобно, однако сама проволока существенно дороже.
При работе с различными металлами используют разный газ — углекислый при сварке железа, смесь аргона и углекислоты, если работают со сталью, при сварке алюминия — аргон. Газовые баллоны следует применять промышленные либо фирменные.
Полуавтоматы отличаются высокой производительностью, дают прекрасный качественный шов на различных металлах. Недостатками можно отметить разбрызгивание металла и большой расход материалов на угар.
Инверторы
Аппараты этого типа называют также импульсными. Сегодня сварочные инверторы считаются одними из самых распространённых аппаратов из-за своего небольшого веса и общедоступности. И если ещё лет 10 назад инверторы были дороги и не очень надёжны, то сейчас эти недостатки устранены. Использование инверторной методики даёт сегодня уменьшение размеров трансформатора, повышение качественных свойств дуги, оптимизации КПД, снижение разбрызгивания металла при сварке.
Сварочный инвертор состоит из силового трансформатора, назначением которого является снижение сетевого напряжения до нужной величины, блока электросхем и дросселя-стабилизатора, нужного для минимизации пульсаций тока.
Напряжение питающей сети подаётся в инверторе на выпрямитель, на выходе которого блок схем трансформирует постоянный ток в переменный, обладающий высокой частотой. Этот, полученный на выходе силового блока, переменный ток подаётся на сварочный трансформатор высокой частоты, более компактный и лёгкий, чем обычный сетевой преобразователь. Напряжение на выходе сварочного трансформатора снова выпрямляется и подаётся на дугу.
Аргонодуговой сварочный аппарат
Этот вид оборудования для сварки использует специальные неплавящиеся электроды из вольфрама, газом для защиты служит гелий или аргон.
Аргонодуговой аппарат с использованием вольфрамового электрода содержит следующие компоненты:
- источник, обеспечивающий получение постоянного или переменного сварочного тока;
- приспособление регуляции для работы с током;
- комплект горелок для применения с различными напряжениями;
- управляющая схема, обеспечивающая координацию цикла сварки и защиту;
- стабилизирующее устройство для возбуждения, а также выравнивания дуги.
Агрегаты этого вида применяют, если есть необходимость в качественной сварке цветных металлов.
Аппарат для точечной сварки
Сварка точечным способом является одним из видов контактных сварок термомеханического класса. Сам процесс состоит из нескольких моментов. Для начала детали, сложенные необходимым образом, помещаются между электродами и сжимаются друг с другом, после чего нагреваются до момента достижения пластичности и совместно деформируются. Скорость сварки в условиях завода — до 10 точек в секунду.
Детали разогреваются при помощи мгновенного (0,01–0,1 сек.) импульса тока сварки. Этот быстрый импульс даёт возможность достичь разогрева металла до расплавления, что приводит к возникновению объединённой для обеих деталей жидкой зоны. После прекращения действия тока детали по-прежнему совмещены, прижаты друг к другу до снижения температуры и отвердевания расплавленной точки. Сжатие деталей прекращается с задержкой по времени, для создания условий лучшей кристаллизации металла.
Достоинствами точечной сварки можно выделить экономичность, надёжность и прочность шва, несложность достижения автоматизации. К сожалению, подобного вида сварочный шов не обладает герметичностью, что ограничивает сферу его использования.
Аппарат для газовой резки и сварки
Газовая сварка предполагает нагрев детали до расплава пламенем высокой температуры. При этом применяются горючие газы — водород, природный газ, ацетилен. Отличительным свойством этих газов является хорошее горение на воздухе. Чаще всего в газосварочных аппаратах используют ацетилен, легко получаемый с помощью карбида кальция и воды. Температура горения этого газа 3200–3400 °C.
Достоинства газовой сварки и резки металлов:
- Несложная технология.
- Не требуется доступ к электрической сети, нет необходимости в использовании электрического тока.
- Оборудование, на базе которого выполняется сварка, достаточно несложно.
Следует, однако, отметить, что газовая сварка не обеспечит высокую скорость работ и производительность, ведь выполняется лишь вручную.
Серьёзное внимание при газовой сварке уделяется подготовке деталей, регулированию мощности горелки, установке её в нужное положение.
Плазменная сварка
Плазменная сварка (резка) металлов — операция, в ходе которой происходит расплавление металла потоком плазмы. Плазма — это газ, в составе которого содержатся заряженные частицы, проводящие электрический ток. Газ ионизируется путём нагрева дугой, выходящей из плазмотрона. Чем более высокую температуру будет иметь газ, тем выше ионизация. Температура дуги в аппаратах плазменной сварки достигает десятков тысяч градусов.
Технология такая: к горелке в быстром темпе подаётся газ и электрический ток для формирования дуги. Резка происходит не только из-за расплавления металла, но и за счёт того, что скоростной ионизированный поток вымывает металл из зоны действия плазмы.
Кроме знания того, какие бывают сварочные аппараты, при выборе следует учитывать потребности пользователя. И если в автомастерской или на производстве может понадобиться профессиональный аппарат, то для бытовых нужд достаточно недорогого прибора.
9 основных видов сварочных аппаратов применяемых повсеместно
Инструмент для сварки требует тщательного выбора, не каждый знает, что приборы делится на несколько типов в зависимости от того, откуда поступает ток (напряжение в 220В обычно не подходит и его нужно преобразовать). По типу источника приборы делятся на:
- инверторы
- трансформаторы
- выпрямители
Какие бывают сварочные аппараты?
Чтобы выбрать подходящее оборудование, нужно разбираться в сварочных аппаратах. Перед покупкой внимательно изучите их классификацию. Возможно, вам не понадобится сильно мощная модель. Разновидности приспособлений:
Инверторы
Инвертор по праву принято считать самым удобным из-за возможности подключения к сети, большому КПД и низком потреблении электроэнергии.
Полуавтоматические аппараты mig и mag
Благодаря им получается аккуратный длинный шов. Очень быстро работают и можно варить металл толщиной 6-20 мм.
Оборудование для аргоновой сварки
Аккуратный на вид и экономный сварочный прибор, немного медленнее полуавтомата. Подходит к черным металлам и нержавейке.
Трансформаторы
Самый дешевый тип оборудования, большой вес (чем больше на вид, тем больше килограмм). Трансформаторы подходят к работе с черными металлами. Самый распространенный тип.
Их область применения достаточно широка, ведь ими пользуются довольно часто, так как они имеют низкую себестоимость. Приборы имеют в своем строении 2 обмотки — вторичную и первичную. Расстояние между ними регулирует силу тока. Обычно сварка металла происходит на переменном напряжении.
Выпрямители
Выпрямители действуют по принципу преобразования переменного тока в постоянный. Также аргонодуговой агрегат выделяется среди остальных наличием неплавящегося электрода.
Аппарат для точечной сварки
Обычно он применяется к тонколистовым конструкциям в самолёто- и судостроении, в сельскохозяйственном машиностроении.
Аппарат для газовой резки и сварки
Для такого типа работ зачастую используют баллоны с газом (пропан, бутан, этан, ацетилен) и горелку.
Устройства для плазменной сварки
Приборы для ПС существуют следующих видов: микроплазменные (до 25А), средние (до 150А), а также на больших токах (более 150А). В основном применяются для толстостенного металла.
Генераторы на дизельном топливе или бензине
Мощностью до 10 кВт, запас ее упрощает поджиг дуги в 15-25%. А более сильные работают на ДТ. Станции, которые имеют расширенный функционал оснащены чугунными гильзами.
Классификация инверторов
Инверторы считаются наиболее удобными и производительными аппаратами для сварки. Их высокое КПД и небольшие габариты делают их универсальными для любых видов сварочных работ. Это наиболее быстро развивающаяся категория из всего инвентаря. Они удобны в эксплуатации, набить руку может даже новичок спустя пару часов. Сами приборы легкие, имеют такие базовые элементы:
- Генератор высокочастотных импульсов
- Трансформатор
- Выпрямитель высокочастотного тока (АС)
- Шунт
- Электронный блок
- Выпрямитель (АС) из электросети
Мощность этих устройств и малое энергопотребление заслуженно делают их самыми востребованными на рынке.
Инверторы MMA (ручная дуговая сварка)
Их особенность в том, что они профессиональные, надежные, имеют сравнительно с другими небольшие габариты. Подходят они для качественной, точеной резки, наплавки, сварки металлов применяя постоянный ток. В основном эксплуатируются такие инверторы на строительных площадках, мастерских, в цехах. Сборка начинки аппарата выполнена на совесть, именно благодаря этому аппараты типа MMA имеют огромную производительность (КПД), а также их довольно легко транспортировать.
Эти устройства всегда обеспечивают длительный режим работы при больших нагрузках и используются в широком диапазоне сварочных работ. Инверторами типа ММА, можно выполнять сварку дома, так как они подходят и для бытовой эксплуатации, позволяя работать довольно стабильно и эффективно при малом напряжении (160-250 В) абсолютно без потери мощности.
Инверторы TIG (в инертном газе)
Этот класс инверторов еще называют аргонниками, так как основное отличие этого типа сварки TIG — использование вольфрама в условиях инертного газа. Существует классификация способов сварочного процесса:
- TIG-AC
- TIG-DC
- TIG-DC/AC
- TIG (WIG)
- TIG pulser
- TIG HF
- TIG contact
Инверторы такого типа имеют стабильное питание. Хороший провар металла и постоянная мощность плавления достигается за счет того, что во время изменения длины дуги изменяется показатель напряжения, а не силы тока. TIG инверторы обеспечивают абсолютно безвредный процесс сварки, универсальное применение (подходит для всех металлов), швы отличаются аккуратностью.
Кроме того можно варить практически в любых условиях, оптимально для себя настраивать ток и вносить нужное количество присадок.
Порядок проведения сварочных работ инвертором типа TIG:
- В зависимости от нужных параметров выбирается присадка;
- Настраивается расход защитного газа (смотря какой газ используется и учитывая размеры сварочной ванны);
- Очищаются все поверхности деталей;
- Зажигание дуги;
- Выполняется ведение горелки;
- Устраняется отклонение дуги;
- Выполняется сварочный шов.
При работе с постоянным током обычно варят чермет и нержавейку. TIG с AC/DC применяется для сварки алюминия. Этот инструмент обеспечит вам экономную и бережную сварку, но процесс займет немного больше времени, нежели полуавтомат.
О тонкостях и особенностях ТИГ сварки читайте тут.
Инверторы для полуавтоматической (механизированной) сварки
В основе принципа действия инструментов для полуавтоматической сварки лежит процесс ведения шва при помощи горелки, также подается проволока внутри от специальной катушки. Соединение металла происходит за счет дуги. Заменяет держатель на таких инструментах компактная горелка.
Защищает от внешней среды газ, что подается из баллона через сопло. Сварка с помощью инвертора типа MIG/MAG позволяет создавать очень точные и длинные швы. Это происходит из-за непрерывной подачи присадки. Единственный минус — это то, что во время работы на ветру сварочная ванна оказывается подверженной воздействию воздуха.
Полуавтоматическая сварка прекрасно используется для толстого металла ввиду высокого коэффициента полезного действия процесса. Тонкий металл ей тоже прекрасно варить ввиду малого тепловложения.
Инверторы для плазменной сварки и резки
Это инвентарь, который вместо электричества для плавления металла использует газ. Такое оборудование обычно делят на 3 разновидности:
- Сварочное. Для ограничения подачи газа, что будет оптимальным при сварке, применяется специальная горелка. Обычно процесс занимает слишком много времени.
- Универсальное. Простой и удобный инвентарь для варки и нарезки металлов обеспечивает форма горелки и регуляция подачи газа.
- Резаки. Специальная форма горелки позволяет разделять огромные конструкции на мелкие детали. Принцип действия плазменной резки идет за счет выдувания металла воздухом, который подает компрессор.
Качество швов получается очень хорошим, но все же зависит от квалификации работника, выполняющего сварочные работы.
Минусом такого инвертора можно считать длительность процесса и большой диаметр площади нагрева.
Плазменную сварку применяют для очень прочных металлов. Этот способ в быту практически не используется. Такой метод стал инновационным и значительно сократил время работ относительно остального сварочного оборудования.
Аппараты для плазменной сварки делятся по мощности на 3 типа:
- оборудование на больших токах (свыше 150 А);
- среднее (25-150 А);
- микроплазменное (0,1- 25 А).
Варить инвертором для плазменной сварки можно сжатой дугой. Для этого используют неплавящийся электрод и для создания подходящей среды инертный газ.
Как инверторы разделяются по своим функциям:
Для быта
Применяют для мелких работ. Варят от обыкновенной розетки с напряжением 220 В. Сила тока в таких инверторах не превышает 120-200 А.
Профессиональные инверторы
Применяют для ремонтных работ, сборки каркасов. Они более долговечны и обеспечивают использование большой силы тока — 200-300 А. КПД у них выше, в сравнении с бытовыми, качество сварочного шва лучше.
Специализированные инверторы
Используют для работ на производстве и для сварки в больших масштабах работ. Это, например, прокладка трубопровода или строительство многоэтажного дома, моста и т. д.
При покупке сварочного оборудования стоит определить тип силовых транзисторов, которые используются. Их может быть всего 2: MOSFET и IGBT. Минусом первого можно считать тот факт, что если один транзистор поломался, то весь аппарат целиком выходит из строя. Обычно, MOSFET-ы используют в дешевых моделях.
Что касается IGBT – они долговечны и менее подвержены поломкам. Их используют в производстве более новых и дорогостоящих моделях. Самый высокий уровень рабочих циклов обеспечивают транзисторы IGBT.
Для металлов используют самые разнообразные сварочные аппараты. Какие бывают актуальные цены на них, можно узнать из интернета или в магазинах спецоборудования. Для определенного металла нужна та или иная модель.
Тщательно и неспешно подойдите к выбору и инструмент прослужит вам не один год. Чтобы не ошибиться, руководствуйтесь такой формулой: назначение — цена — качество — функционал.
Не приобретайте такие приборы б/у, так как это опасно. Проконсультируйтесь у специалиста, разбирающегося в такой технике и купите там, где дешевле.
Кроссворд для сварщиков
Кроссворд- это игра-задача, в которой фигуру из квадратов необходимо заполнить нужными словами.
Просмотр содержимого документа
«Кроссворд для сварщиков»
По горизонтали
3. Устройство подачи газа в горелке
4. Вид соединения
5. Тип сварочного щитка
6. Деталь или приспособление, устанавливаемое при сварке плавлением под кромки свариемых частей
7. Что образуется в зоне сварки во время диссоциации водяных паров при высокой температуры дуги
8. Верхняя часть баллона, через которую про¬ходит газ
9. Свойство металлов образовывать сварное соединение
10. Вид ацетиленокислородного пламени, содержащего большое количество ацетилена
12. Вид сварочного пламени с большим избытком кислорода
14. Процесс неоходимый для горения сварочной дуги
15. Основной вид сварки при автомобилестроении
16. Апарат для получения ацетилена
17. Составляющие электродного покрытия, необходимые для пополнения выгоревших при высокой температуре элементов
18. Составляющие электродного покрытия, необходимые для связывания компонентов покрытия между собой и с электродной проволкой
19. Какой из способов сварки, используют для нагрева и расплавления металла
22. Вид сварки плавлением
23. Тип электрододержателя
По вертикали
1. Деталь для соединения шлангов
2. Короткий сварной шов для фиксации взамного расположения подлежащих сварке деталей
4. Фактор, влияющий на образование непровара
9. Составляющие электродного покрытия, необходимые для устойчивого горения дуги
11. Реакция сгорания металла в структуре кислорода
13. Название покрытия электрода, предназначенного для сварки в потолочном положении
20. Усиливающая накладка, привариемая в процессе выполнения прямой врезки
21. Газ, активно подерживающий горение
По горизонтали
3. Какая сварка происходит благодаря пластической деформации свариваемых металлов в зоне стыка под воздействием механического усилия
6. Какая сварка осуществляется за счёт взаимного проникновения атомов свариваемых изделий при повышенной температуре
7. В каком виде сварки происходит пластическая деформация
По вертикали
1. В каком виде сварки источником теплоты является газовое пламя
2. В какой сварке источником теплоты служит флюс
4. Какая сварка оказывает на свариваемое изделие тепловое и газодинамическое воздействие
5. Какой вид сварки осуществляется за счёт возникновения межатомных связей при пластическом деформировании инструментом
8. Каким видом сварки можно сваривать крупногабаритные конструкции
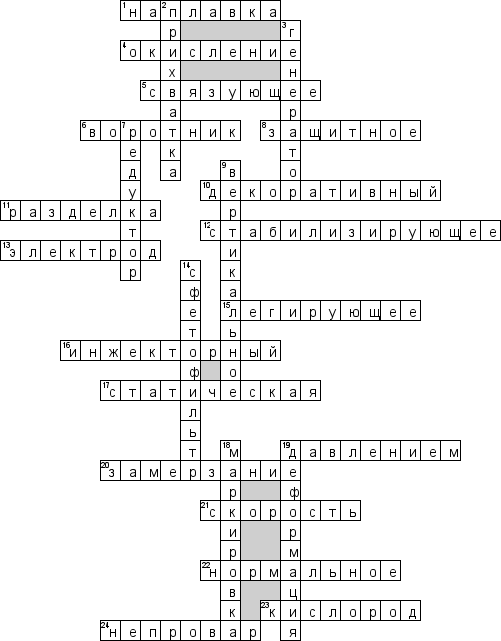
По горизонтали
1. Разновидность сварки, заключающуюся в локальном нанесении методом сварки материала на основное изделие для защиты его от коррозии и износа или для наращивания и увеличения его объема
4. Реакция сгорания металла в струе кислорода
5. Составляющие электродного покрытия, необходимые для связывания компонентов покрытия между собой и с электродной проволокой
6. Усиливающая накладка, привариваемая в процессе выполнения прямой врезки
8. Вид электродного покрытия, необходимого для устойчивого горения дуги, защиты от окружающей среды, облегчение зажигания дуги и др
10. Название верхнего валика
11. Придание кромкам, подлежащим сварке, необходимой формы
12. Составляющие электродного покрытия, необходимые для устойчивого горения дуги
13. Металлический стержень при сварке
15. Составляющие электродного покрытия, необходимые для пополнения выгоревших при высокой температуре элементов
16. Вид горелки (резака) в зависимости от давления газов
17. Одна из внешних нагрузок сварного соединения
19. Сварка . производится путем пластического деформирования деталей
20. Неполадка газового редуктора, связанная с замерзанием влаги, имеющейся в газе, и закупоркой клапана редуктора
21. Фактор, влияющий на образование непровара
22. Вид ацетиленокислородного пламени, в котором кислорода содержится на 10—20 % больше, чем ацетилена
23. Применяется для получения горючей смеси в газовой сварке
24. Дефект, характеризующийся отсутствием местного сплавления между наплавленным и основным металлом
По вертикали
2. Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей
3. Аппарат для получения ацетилена
7. Аппаратура для понижения давления газа и поддержания его постоянным
9. Положение сварки
14. Стекло для сварки
18. Операция нанесения на баллон характеристик емкости, давления, сроков испытания и др
19. Изменение размеров изделия
 -75%
-75%





